آلیاژهای بریزینگ
به روز رسانی شده در ۱۴۰۵/۴/۲۲ زمان مطالعه 10 دقیقه
اطلاعات آلیاژهای بریزینگ
نمایش تمام سازندگان آلیاژهای بریزینگ

لحیم کاری فرآیندی است که برای چسباندن مواد فلزی به یکدیگر با استفاده از پرکننده فلزی قابل مصرف استفاده می شود. این فرآیند مشابه لحیم کاری است، با این تفاوت که دمای مورد نیاز برای ذوب فلز پرکننده بالاتر است (بالاتر از 840 درجه فارنهایت). پرکننده فلز مذاب در سراسر درز اتصال فلزی نفوذ می کند و هنگامی که سرد می شود یک پیوند محکم بین قطعات کار ایجاد می کند.
عملیات لحیم کاری
لحیم کاری وسیله ای کارآمد و آسان برای چسباندن اجزا است و قطعات کار می توانند یکپارچگی ساختاری خود را حفظ کنند. اقلام با ترکیب غیر مشابه را می توان با آلیاژهای صحیح لحیم کاری کرد و لحیم کاری به ویژه زمانی مفید است که فلزات پایه ممکن است حاوی اجزای سمی مانند سرب یا کادمیوم باشند. لحیم کاری نیز ترجیح داده می شود اگر مجموعه حاوی ترکیبات شکننده، مایع شدن و جداسازی گسترده، یا تنش و تخلخل پسماند باشد. فرآیند لحیم کاری به اجزای فلزی محدود نمی شود، زیرا اجزای سرامیکی را می توان لحیم کاری کرد. هنگامی که باید کنتاکت های الکتریکی متصل شوند، لحیم کاری باعث افزایش مقاومت بین کنتاکت ها نمی شود که جوشکاری ایجاد می کند.
عمل مویرگی لحیم کاری.
برای شروع، قطعات کار باید تمیز، عاری از اکسید و اتصالات نسبتاً نزدیک باشند. برای بهترین اتصالات لحیم کاری شده، توصیه میشود که فاصله بین قطعات کار کمتر از 1 میلیمتر باشد، اگرچه اندازههای شکاف زیادی را میتوان جای داد. هنگامی که اجزا در جای خود قرار گرفتند، فلز پرکننده روی درز قطعات کار اعمال می شود. فلز پرکننده به نقطه ذوب خود می رسد و در آن زمان توسط عمل مویرگی به داخل حفره نفوذ می کند. فلاکس اغلب برای جلوگیری از به خطر انداختن اکسیدها یا سایر آلاینده ها به لحیم کاری استفاده می شود، اما می توان آن را در یک محیط بی اثر یا کاهش یافته نیز انجام داد. شار حتی ممکن است در داخل مواد پرکننده برای راحتی ارائه شود. فلاکس باید پس از فرآیند لحیم کاری از فلز پایه تمیز شود.
مزایا و معایب لحیم کاری

مواد پرکننده
پرکننده های بریز در اشکال مختلفی وجود دارند، مانند:
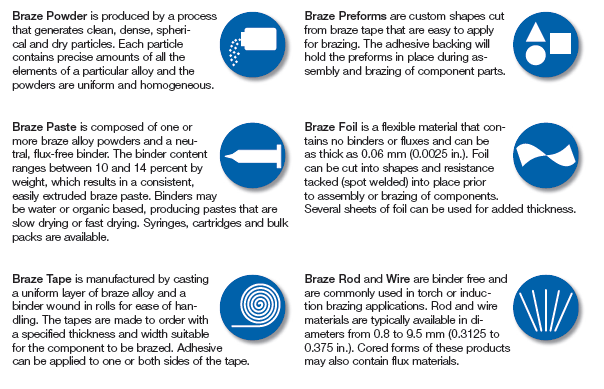
پرکننده ها بر اساس توانایی آنها در جریان در سراسر فلز پایه، توانایی نگه داشتن پیوند در حین کار و دمای ذوب آنها (زیر دمای فلز پایه) انتخاب می شوند.
همه کاره ترین آلیاژهای لحیم کاری از سه یا چند فلز تشکیل شده اند که به آنها تری فویل می گویند. آنها از یک لایه پایه مس تشکیل شده اند که در هر طرف با یک آلیاژ لحیم کاری پوشانده شده است. مس تنش های مکانیکی را جذب می کند و به عنوان یک مانع انتشار عمل می کند. اتصال حاصله میزان ترک خوردگی را در هنگام سرد شدن به حداقل می رساند. تری فویل ها برای اتصال اجزای فلز به سرم، فلز به کاربید و فلز به سرامیک مفید هستند.
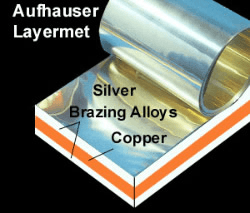
آلیاژ لحیم کاری سه فویل.
برخی از رایج ترین انواع مواد پرکننده و مناسب بودن آنها بر اساس روش لحیم کاری و کاربرد آن به شرح زیر است.
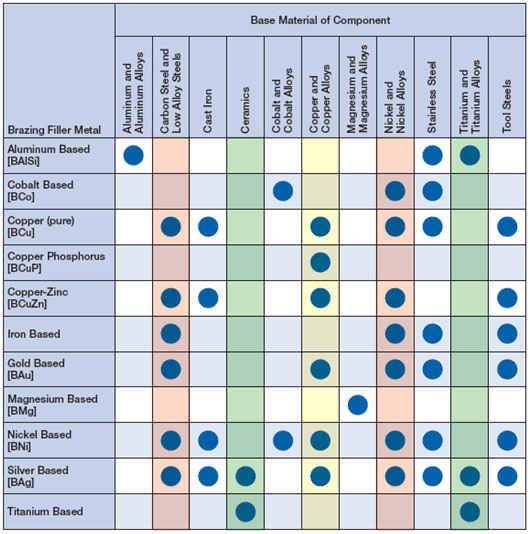
سرامیک ها بهتر است با استفاده از مواد پرکننده تیتانیوم، زیرکونیوم، هافنیوم یا وانادیم به هم متصل شوند. هنگام ایجاد اتصالات الکتریکی، بریزهای نقره و مسی بهترین رسانایی حرارتی و الکتریکی را ارائه می دهند.
بدیهی است که آلیاژهای مختلف هنگام گرم شدن ویژگی های متفاوتی از خود نشان می دهند. هنگام اتصال فلزات پایه با شکاف نسبتاً بزرگ، استفاده از آلیاژی که در آن تنها بخش کوچکی از پرکننده در دمای ذوب پایینتر مذاب باشد، مفید است. برعکس، آلیاژهایی که تمایل به مایع شدن آسان دارند بهتر است در قطعات کاری که دارای تحمل باریک هستند استفاده شوند. ویسکوزیته ماده پرکننده هنگام گرم شدن در محدوده ذوب آن باید به دقت کنترل شود تا از اتحاد کافی بین قطعات کار اطمینان حاصل شود. با این حال، آلیاژهای یوتکتیک در یک دما ذوب می شوند و بنابراین بسیار انعطاف پذیر هستند. آنها برای پیوندهای قوی بین اقلام با فاصله بسیار کمی برای پرکننده مفید هستند.
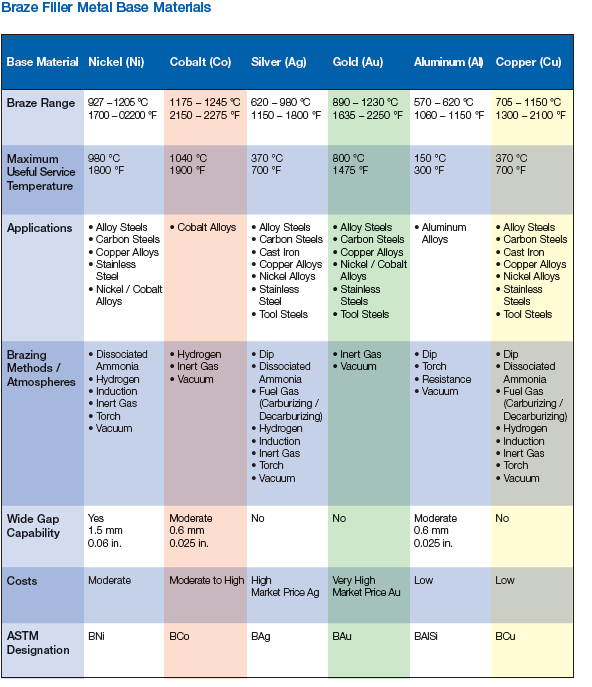
جدول زیر بهترین مواد پرکننده را بر اساس ترکیب فلز پایه فهرست می کند.
تکنیک
روش های زیادی برای انجام لحیم کاری وجود دارد، اما مهم ترین نکته، انتقال موثر گرما به مواد پرکننده بدون آسیب رساندن به فلز پایه است. بسته به کاربرد، زیبایی و حجم لحیم کاری نیز ممکن است در نظر گرفته شود.
| گرما توسط یک مشعل گاز اکسی سوخت اعمال می شود. این روش گرمایشی زمان بر اما دقیق است. مشعل ممکن است توسط یک اپراتور انسانی، ماشین یا یک سیستم لحیم کاری خودکار کنترل شود. |
| مجموعه ها از طریق یک کوره عبور می کنند که در آن مواد پیش فرض قرار می گیرند. این اجازه می دهد تا حجم بالایی از لحیم کاری تکمیل شود، اما نیاز به تجهیزات و انرژی می تواند پرهزینه باشد. |
| هر قسمت در یک سیم پیچ القایی با مقدار محدودی از مواد پرکننده قرار می گیرد. گرما دقیقاً به ناحیه لحیم کاری تحویل داده می شود و گزینه های ورودی/خروجی ممکن در دسترس هستند. لحیم کاری القایی را می توان در کوره نیز انجام داد. |
| این به بهترین وجه برای اجزای کوچکی که می توانند در شار نمک مذاب غوطه ور شوند استفاده می شود. از آنجایی که هوا مستثنی است، اکسیدها تشکیل نمی شوند. |
| ماده پرکننده که برای اتصال قطعات کوچک و بسیار رسانا استفاده می شود، با مقاومت قطعات در برابر جریان الکتریکی گرم می شود. |
| تکنیکی که نور را از لامپ های کوارتز برای گرم کردن اجزا به دمای مناسب متمرکز می کند. |
| یک واکنش گرمازا گرمایی ایجاد می کند که به مواد پرکننده و فلزات پایه اعمال می شود. |
| در این تکنیک یک پتو با حرارت مقاومتی گرم می شود و انرژی توسط رسانایی و تابش به قطعات منتقل می شود. این یک فرآیند بسیار مقرون به صرفه نسبت به سایر فرآیندهای لحیم کاری است. |
| این روش که در خلاء انجام می شود، برای به هم پیوستن مواد غیر مشابه با حرارت دادن ترجیحی یک فلز پرکننده بین دو ماده با عدد اتمی پایین، استفاده می شود و در نتیجه انواع جدیدی از اتصالات لحیم شده ایجاد می شود. |
| فرآیندی که از گاز استیلن یا MAPP برای تامین گرمای بیشتری به ماده پرکننده استفاده میکند. هیچ اثر مویرگی برای تقویت پیوند بین قطعات کار استفاده نمی شود. |
ایمنی لحیم کاری
لحیم کاری می تواند خطرات شدیدی برای کارکنان در مجاورت فرآیند لحیم کاری ایجاد کند. قابل ذکر است که دود و دود ناشی از مواد، پوششهای مواد (مانند کادمیوم و روی)، گازهای محافظ، شارها (که فلوراید آزاد میکنند) و آلایندهها را میتوان با استفاده از تجهیزات تهویه مناسب رقیق کرد. گرما و نور شدید حاصل از لحیم کاری می تواند به ترتیب باعث سوختگی و آسیب شبکیه شود، بنابراین باید از تجهیزات حفاظتی مناسب مانند دستکش ، کلاه ایمنی و عینک ایمنی استفاده کرد.
استانداردهای لحیم کاری
انجمن جوش آمریکا مجموعه ای از اسناد در مورد مشخصات لحیم کاری دارد. سایر استانداردهای انتخاب شده در زیر پیوند داده شده است.
ASD-STAN PREN 3878 - لحیم کاری هوافضا
ISO 18279 - عیوب در اتصالات لحیم کاری شده
AN 785 - مشخصات نظامی آمریکا در مورد لحیم کاری
منبع