آلیاژهای جوشکاری
به روز رسانی شده در ۱۴۰۵/۴/۲۲ زمان مطالعه 10 دقیقه
اطلاعات آلیاژهای جوشکاری
نمایش همه سازندگان آلیاژهای جوشکاری
آلیاژهای جوشکاری که به عنوان آلیاژهای پرکننده نیز شناخته می شوند، مواد مصرفی هستند که در طی فرآیند جوشکاری برای پر کردن شکاف بین دو لبه در حال اتصال استفاده می شوند. آلیاژ پرکننده به همراه بخشی از فلزات پایه قطعه کار در حوضچه جوش ذوب می شود و به یک فلز درز جوش جامد می شود. ترکیب فلز اتصال جوش مخلوطی از آلیاژ پرکننده و فلز پایه است.
اصول آلیاژ جوشکاری
هنگام انتخاب یک آلیاژ جوشکاری باید چندین فاکتور از جمله فلزات یا آلیاژهای مورد استفاده، نوع فرآیند جوشکاری مورد استفاده و استانداردهای قابل اجرا یا مشخصات مرجع در نظر گرفته شود. مشخصات ارجاع شده استانداردها، کدها یا مشخصاتی هستند که در نقشه های قطعه، طرح مونتاژ، سند محصول یا صورتحساب مواد ذکر شده اند. استانداردهای قابل اجرا کدها، استانداردها یا مشخصات مورد نیاز برای یک نوع محصول خاص هستند. به عنوان مثال، اگر آلیاژهای جوشکاری برای پروژه طراحی دیگ بخار یا مخزن تحت فشار انتخاب می شوند، مهندس باید به بخش قابل اجرا از کد بویلر و مخزن تحت فشار انجمن مهندسین مکانیک آمریکا که ASME BVPC II SECTION II: MATERIALS است مراجعه کند. - قسمت C - مشخصات میله های جوش، الکترودها و فلزات پرکننده .

عوامل انتخاب فلز پایه و آلیاژ جوش
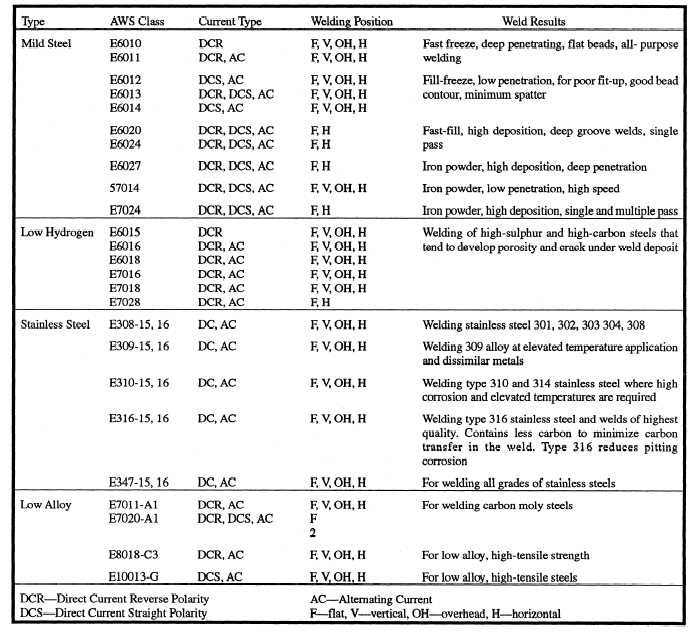
فلز پایه به ترکیب قطعه کار جوش داده شده اشاره دارد. آلیاژهای جوشکاری که گاهی به آنها الکترودهای جوش نیز گفته می شود، باید با فلزات پایه خاصی که در حال جوشکاری هستند سازگار باشند. به طور معمول، آلیاژهای پرکننده جوشکاری از نظر ترکیب شبیه به آلیاژهای پایه یا آلیاژهای قطعات در حال اتصال هستند. آلیاژهای جوشکاری یا آلیاژهای پرکننده جوشکاری با آلیاژهای پایه قطعاتی که به هم متصل می شوند ذوب می شوند تا قطعات را به هم جوش دهند. آلیاژ پرکننده انتخاب شده نباید در هنگام آلیاژ شدن با آلیاژهای پایه قطعات، ترکیبات شکننده ای تشکیل دهد. هنگامی که دو آلیاژ مختلف به هم متصل می شوند، تحقیقات بیشتری برای تعیین آلیاژ جوشکاری سازگار با هر دو آلیاژ مورد نیاز است. در برخی موارد، دو آلیاژ مختلف به دلیل نقاط ذوب، گرمای گرمازا اختلاط، نامحلول بودن، تشکیل فاز شکننده و عوامل خوردگی ناسازگار هستند. در این موارد ممکن است از یک اتصال انتقالی دو فلزی یا سه فلزی برای جوش دادن آلیاژهای ناهمسان و ناسازگار استفاده شود که معمولاً ترکیبات شکننده را تشکیل می دهند. در موارد دیگر، به دلیل عدم قابلیت جوشکاری فلزات پایه یا به دلیل انتشار دودهای سمی از سرب یا سایر مواد افزودنی آلیاژی، باید از جوشکاری صرف نظر کرد. در این موارد، مناسب بودن لحیم کاری، لحیم کاری یا اتصال چسب باید به جای جوش مورد بررسی قرار گیرد. نمودار زیر نحوه استفاده از الکترودهای مختلف را شرح می دهد:
فرآیندهای جوشکاری
آلیاژهای جوشکاری نیز برای فرآیندهای جوشکاری خاص طراحی شده اند. هر فرآیند جوشکاری ممکن است به یک فرم آلیاژ خاصی نیاز داشته باشد. به عنوان مثال میله یا سیم، و ممکن است به یک هسته شار یا شار پوشش داده شده برای جداسازی جوش نیاز داشته باشد. فرآیندهای رایج جوشکاری عبارتند از:
جوشکاری با الکترود چوبی یا جوشکاری قوس فلزی محافظ (SMAW) یک فرآیند جوشکاری رایج است. شار پوشش دهنده الکترود در حین جوشکاری یا لحیم کاری ذوب می شود و گازی را تشکیل می دهد که سپس قوس و حوضچه جوش مذاب را محافظت می کند. شار همچنین سرباره ای را تشکیل می دهد که از حوضچه جوش خنک کننده یا اتصال لحیم محافظت می کند. با این حال، سرباره باید بریده شود یا از مهره جوش جدا شود. پوشش شار همچنین روشی را برای افزودن جاذب ها، اکسید زداها و عناصر آلیاژی به فلز جوش ارائه می دهد.

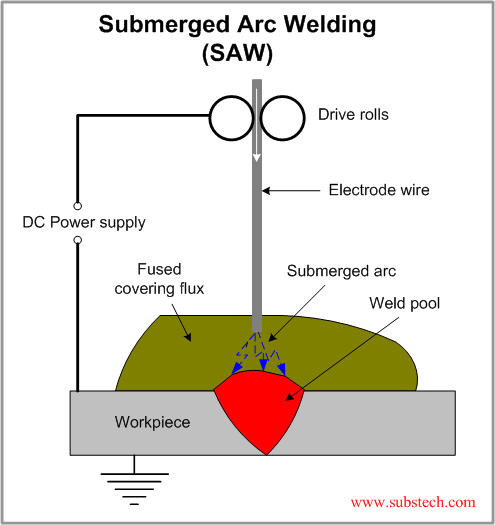
در فرآیندهای جوشکاری قوس زیردریایی (SAW) از شار پودر برای محافظت و جداسازی قوس و حوضچه جوش استفاده می شود. شار پودر از طریق یک قیف تغذیه می شود در حالی که الکترود جوش مصرفی یک قوس ایجاد می کند که توسط شار پودر پوشانده شده است. هر دو الکترود سیم فروخته شده و هسته شار ممکن است در فرآیندهای SAW استفاده شوند. اره معمولاً در فرآیندهای خودکار که در آن جوش های افقی با توان عملیاتی بالا مورد نیاز است استفاده می شود.
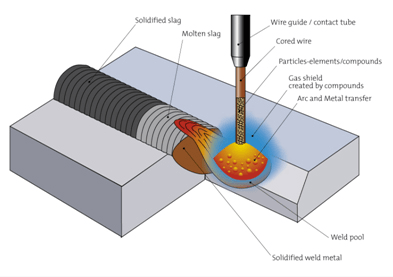
فرآیندهای جوشکاری قوسی با هسته شار (FCAW) در درجه اول حوضچه جوش را از طریق سرباره ای که در طی تجزیه و تبخیر هسته شار الکترود ایجاد می شود محافظت می کند، اما ممکن است از محافظ گاز نیز استفاده کند. هسته شار همچنین دارای عوامل اکسید زدا و نیترید زدایی است که استحکام و دوام جوش را بهبود می بخشد. آلیاژهای FCAW آلیاژهای سیمی با هسته شار هستند که برای فرآیندهای جوشکاری خودکار و نیمه اتوماتیک استفاده می شود. FCAW فرآیند جوشکاری ترجیحی برای کارهای میدانی و هنگام برخورد با قطعات کار ضخیم است.
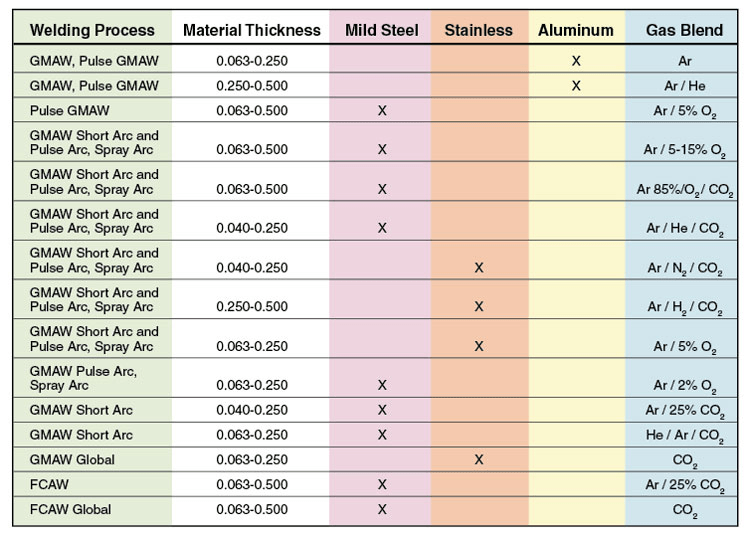
جوشکاری قوس فلزی گازی (GMAW) که به آن گاز بی اثر فلزی (MIG) نیز گفته می شود، در فرآیندهایی از مخلوط گازی در مقابل شار برای محافظت از جوش استفاده می شود. آلیاژهای جوشکاری GMAW در طیف گسترده ای از مواد پایه موجود هستند و به صورت الکترود هسته جامد یا تغذیه سیم عرضه می شوند. گازهای محافظ مورد استفاده برای GMAW بر اساس ترکیب و غلظت توده متفاوت است. گازهای محافظ مورد استفاده در درجه اول از آرگون، دی اکسید کربن (CO 2 ) و هلیوم تشکیل شده است. جدول زیر مخلوط گازهای مختلف مورد استفاده در فرآیندهای رایج GMAW را نشان می دهد.
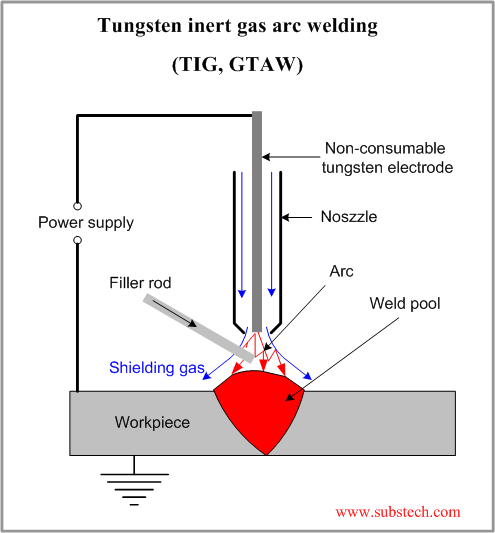
جوشکاری قوسی تنگستن گازی (GTAW) که با نام جوشکاری میله ای با گاز بی اثر تنگستن (TIG) نیز شناخته می شود، فلزات را با ذوب فلزات پایه و پرکننده با قوسی که بین الکترود تنگستن و قطعه کار زده می شود، به یکدیگر متصل می کند. الکترود تنگستن یک الکترود غیر مصرفی است و بخشی از جوش کامل نمی شود. آلیاژ جوش یا فلز پرکننده یک میله یا سیم تغذیه دستی است. در بیشتر موارد از گاز بی اثر آرگون یا مخلوط گاز خنثی برای محافظ استفاده می شود، در حالی که جوش های خودزا نیازی به محافظ گاز ندارند. GTAW فرآیند جوشکاری ترجیحی هنگام جوشکاری مقاطع نازک فولاد ضد زنگ و سایر فلزات غیرآهنی مانند آلومینیوم، منیزیم و آلیاژهای مس است.
عوامل انتخاب استانداردها و مشخصات صنعتی
یکی دیگر از عوامل انتخاب آلیاژ جوش، استانداردها یا مشخصات صنعتی، دولتی و OEM است که آلیاژهای جوشکاری مورد تایید یا مطابقت دارند. استانداردها اشکال، ترکیب و خواص را تعریف می کنند. در زیر لیست کوتاهی از استانداردهای صنعتی رایج مربوط به آلیاژهای جوشکاری آمده است:
مشخصات الکترود جوشکاری ASME
ASME مخفف انجمن مهندسین مکانیک آمریکا (ASME) است. در نوامبر 2001، ASME International مؤسسه فناوری کدها و استانداردها (CSTI) را تشکیل داد تا اطمینان حاصل کند که کمیته های استانداردهای ASME منابع مستمری برای تحقیق در مورد فناوری هایی که پوشش می دهند دارند. CSTI تحقیق و توسعه فناوری مورد نیاز برای ایجاد و حفظ ارتباط فنی کدها و استانداردها را فراهم می کند. اکثر مشخصات ASME از مشخصات ASTM یا بسیار شبیه به مشخصات ASTM هستند.
مشخصات الکترود جوشکاری ASTM
انجمن آمریکایی تست و مواد (ASTM) یک سازمان غیرانتفاعی است که استانداردهای داوطلبانه مواد، محصولات، سیستم ها و خدمات را توسعه و منتشر می کند. محصولاتی که دارای گواهی ASTM هستند برای ایمنی با مشخصات طراحی مطابقت دارند.
مشخصات و کدهای آلیاژ جوشکاری AWS
انجمن جوشکاری آمریکا (AWS) استانداردها و کدهایی را برای فرآیندهای جوشکاری و مواد ایجاد می کند. مشخصات عمده جوش، لحیم کاری و لحیم کاری در مجموعه هسته AWS موجود است .
استانداردهای DIN برای جوشکاری و عملیات سطحی
DIN مخفف Deutsches Institut für Normung (DIN)، یک سازمان ملی آلمان برای استانداردسازی است.
استانداردهای الکترودهای جوشکاری ISO و مواد مصرفی جوش
ISO یک فدراسیون جهانی از سازمان های استاندارد ملی از بیش از 100 کشور جهان است. ماموریت ایزو تسهیل تبادل بین المللی کالاها و خدمات و تقویت همکاری در حوزه های فعالیت های فکری، فناوری و اقتصادی است.
منبع