تجهیزات جوش پلاسما
به روز رسانی شده در ۱۴۰۵/۴/۲۸ زمان مطالعه 10 دقیقه
اطلاعات تجهیزات جوش پلاسما
نمایش تمام سازندگان تجهیزات جوش پلاسما
دستگاه های جوش پلاسما نواحی را با قوس ذوب می کنند و سپس از گاز یونیزه شده با سرعت بالا و دمای بالا برای ایجاد جوش استفاده می کنند. فرآیند جوشکاری پلاسما برای کنترل بهتر فرآیند جوشکاری قوس الکتریکی در محدوده جریان کمتر استفاده می شود. این یک سطح پیشرفته از کنترل و دقت را به منظور تولید جوش با کیفیت بالا در کاربردهای مینیاتوری یا دقیق و ارائه عمر طولانی الکترود برای نیازهای تولید بالا فراهم می کند.
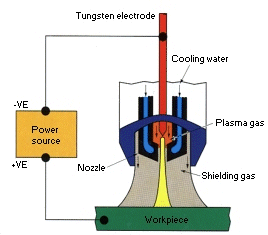
پلاسما گازی است مانند آرگون که تا دمای بسیار بالا گرم می شود و یونیزه می شود تا رسانای الکتریکی شود. معمولاً به عنوان ماده حالت چهارم (پس از جامد، مایع و گاز) شناخته می شود و از الکترون های آزاد، یون های مثبت، اتم ها و مولکول ها تشکیل شده است. گاز یونیزه شده با سرعت بالا جریان الکتریکی را از مشعل جوشکار پلاسما هدایت می کند، قطعه کار را گرم می کند و سپس مواد را ذوب می کند. جوشکاری پلاسما مشابه جوشکاری با گاز تنگستن (TIG) است. در هر دو فرآیند، قوس بین انتهای یک الکترود تنگستن با قطر کوچک و قطعات کار تشکیل میشود، اما در جوشکاری پلاسما، الکترود در پشت یک نازل مسی ظریف در مشعل قرار میگیرد. پلاسما با فشار دادن قوس از طریق نازل تشکیل می شود و یک جت ستونی مشخصه ایجاد می کند.
تماس قوس با سطح کار، مداری با حرارت بالا ایجاد می کند که می تواند بخش کمتر از 1/16 اینچ (1.6 میلی متر) عرض را ذوب کند. در برخی از دستگاه های جوش پلاسما، قوس پلاسما با سرعت 20000 فوت در ثانیه و در دمای 30000 درجه فارنهایت از نازل عبور می کند.
از مزایای فراوان استفاده از جوش پلاسما می توان به دقت، قابلیت جوش قطعات کوچک و قابلیت تولید بالا اشاره کرد. پلاسما یک فرآیند جوشکاری بسیار دقیق به دلیل قوس پایدار، متمرکز و بخشودگی در تغییرات طول قوس (+/- 15٪) است. توانایی جوش دادن قطعات کوچک برای کاربردهای جوشکاری ظریف مانند تجهیزات پزشکی مهم است. جوشکاری قطعات کوچک به دلیل قابلیت های متوسط پایین (تا 0.1 آمپر) امکان پذیر است، در آمپرهای کم پایدار است و دارای انتقال قوس ملایم بدون نویز فرکانس است. جوش پلاسما زمان جوش کوتاه و عمر الکترود طولانی تری دارد که به توانایی آن در انجام جوشکاری با تولید بالا کمک می کند. یک دستگاه پلاسما با کارایی بالا می تواند جوش هایی با کیفیت فوق العاده بالا تولید کند.
تجهیزات جوش پلاسما
سیستم های جوشکاری کامل از جمله
سیستم های کامل از جمله لحیم کاری، برش، لحیم کاری و/یا زیرسیستم های سطحی. آنها همچنین شامل یک منبع نیرو یا ایستگاه هستند. مشعل، آهن یا تفنگ؛ کابل ها، فیدرها و پوزیشنرها؛ ربات ها؛ و سایر اجزای مورد نیاز
منابع برق یا نیروگاه ها را گاهی اوقات منابع برق جوشکاری می نامند. توان خروجی مورد نیاز برای ذوب شدن مواد کافی است. جوش پلاسما معمولاً با یک منبع تغذیه با مشخصه DC انجام می شود. افت، که به آن جریان ثابت نیز گفته می شود، جریان اساساً ثابتی را برای تنظیم منبع برق معین ارائه می دهد. برای جوشکاری مکانیزه، این منبع تغذیه ایده آل است زیرا تنظیم جریان را حتی زمانی که طول قوس متفاوت است حفظ می کند. قطبیت منفی گرمای تولید شده در الکترود را به حداقل می رساند زیرا تقریباً 1/3 rf گرمای تولید شده توسط قوس در کاتد و 2/3 در آند تولید می شود.
تفنگ یا مشعل شامل یک الکترود تنگستن یا نوک جوش، نازل، دسته عایق، شیلنگ ها و اتصالات شلنگ، و کابل برق و اتصالات کابل است. الکترود تنگستن در تفنگ جوشکاری قوس پلاسما در پشت نازل مسی با یک نوک کوچک در داخل تفنگ قرار دارد. این از الکترود در برابر گازهای محافظ و گازهای جوی محافظت می کند. الکترود مشعل و نوک نازل یک قوس پایلوت را بین آنها ایجاد می کند و سپس قوس به فلزی که قرار است جوش داده شود منتقل می شود. مشعل قادر است غلظت بالایی از گرما را از طریق دهانه کوچک به یک منطقه کوچک منتقل کند. یک مشعل الکترود مثبت برای جوشکاری آلومینیوم استفاده می شود که نیاز به کاتد به روی ماده دارد تا فیلم اکسید حذف شود. مشعل های پلاسما قطعات پیچیده ای هستند که باید در طول عمر خود به طور کامل بازرسی و نگهداری شوند.
مشعل جوشکاری قوس پلاسما.
مانیتورهای موجود در ماشین ترکیبی از دادههای مرتبط با جریان خروجی، جابجایی عرض اتصال، سطح ولتاژ خروجی، دمای نوک یا آهن، سطح توان خروجی و همچنین سطح مقاومت اتصال را در اختیار کاربر قرار میدهند.
کنترل کننده های موجود در دستگاه را می توان برای کنترل جریان خروجی و توان بر اساس داده های سنسور ورودی، سرعت عبور و همچنین موقعیت مشعل انتخاب کرد.
حالت عملیاتی
با تنظیم قطر سوراخ نازل جوش پلاسما، می توان به سه فرآیند جوشکاری دست یافت.
میرکوپلاسما (0.01 تا 15A) - قوس های میکروپلاسما در جریان های جوشکاری بسیار کم کار می کنند. این فرآیند برای جوشکاری ورقههای نازک، و بخشهای سیم و مش استفاده میشود، زیرا قوس سفت سوزنی مانند سرگردانی و اعوجاج قوس را به حداقل میرساند.
جریان متوسط (15 آمپر تا 200 آمپر) - جوشکاری پلاسما با جریان متوسط قوس سفتتری دارد زیرا پلاسما منقبض است. این تکنیک نفوذ عمیق تر و تحمل بیشتری در برابر آلودگی سطحی از جمله پوشش دارد. ماشینهایی که برای جوشکاری جریان متوسط استفاده میشوند باید به شدت نگهداری شوند تا از عملکرد ثابت مشعل اطمینان حاصل شود.
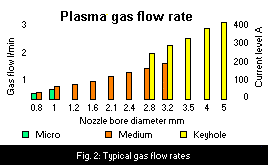
پلاسمای سوراخ کلید (بیش از 100 آمپر) - هنگامی که جریان جوشکاری و جریان گاز پلاسما افزایش می یابد، یک پرتو پلاسما بسیار قدرتمند ایجاد می شود. این پرتو پلاسما می تواند به نفوذ کامل در یک ماده دست یابد. در حین جوشکاری، سوراخ به تدریج فلز را برش می دهد. یک حوضچه جوش مذاب از پشت جریان می یابد و یک مهره جوش را تشکیل می دهد که برای جوش دادن مواد ضخیم تر در یک پاس استفاده می شود. پلاسمای سوراخ کلید نفوذ عمیق و سرعت جوش بالا را برای مواد تا 6 میلی متر برای یک پاس فراهم می کند. برای مواد ضخیم تر می توان از تکنیک دو پاس استفاده کرد. جوشکاری پلاسما سوراخ کلید فقط برای جوشکاری مکانیزه مناسب است.
مشخصات ورودی
ولتاژ و فرکانس AC - تثبیت AC دشوار است و به طور کلی در فرآیند پلاسما استفاده نمی شود. اگر قرار است از یک منبع برق AC استفاده شود، یک موج مربعی متناوب AC (اینورتر، سوئیچ DC) فرآیند پلاسمای متناوب AC را در صورت ترکیب با یک مشعل خنک کننده کارآمد آسان تر می کند.
جریان ورودی - جریان ورودی جریان نامی مورد نیاز برای عملکرد صحیح دستگاه است.
فاز:
تک فاز - تک فاز استاندارد برای کاربردهای تجاری و مسکونی است. این اصطلاح به معنای یک الگوی سینوسی یا دیگر الگوی ولتاژ متناوب است.
سه فاز - برق سه فاز شامل سه الگوی ولتاژ متناوب همزمان، سینوسی یا سایر الگوهای ولتاژ متناوب است که معمولاً 120 درجه خارج از فاز با یکدیگر هستند. راندمان برق بالا و نرمی کارکرد با عملکرد سه فاز امکان پذیر است. برق سه فاز بیشتر برای موتورهای صنعتی یا پرقدرت استفاده می شود.
تعداد کانال ها تعداد سنسورها، ورودی ها یا کانال هایی است که دستگاه می تواند نظارت کند.
مشخصات خروجی
قابلیت های توان خروجی شامل چندین گزینه است که هنگام انتخاب دستگاه جوش پلاسما باید در نظر گرفته شود.
خروجی AC دارای جریان خروجی در طول زمان به صورت سینوسی با منبع جریان متناوب (AC) است.
خروجی DC در طول زمان با منبع تغذیه جریان مستقیم (DC) یک مقدار ثابت باقی می ماند.
AC/DC قابل انتخاب می تواند در صورت نیاز یک AC یا DC ارائه دهد.
منبع تغذیه با فرکانس بالا برای جوشکاری القایی و جوشکاری قوس الکتریکی آلومینیوم یا سایر آلیاژها با پوسته اکسید مقاوم استفاده می شود. فرکانس بالا در شروع قوس مفید است.
ضربان یا توالی جریان، قطبیت یا مدت قوس می تواند پاشش را کاهش دهد و کیفیت جوش را بهبود بخشد.
شکل دادن به موج یک ویژگی در دستگاه است. این دستگاه توانایی شکل دادن به شکل موج توان خروجی را دارد که می تواند در هنگام جوشکاری آلیاژهای خاص هوافضا یک مزیت باشد.
امواج مربعی تغییرات ناگهانی در منبع تغذیه از قله تا قله را نشان می دهد.
جریان ثابت (CC) توسط دستگاه حفظ می شود و از یک سطح جریان خروجی ثابت تشکیل شده است.
ولتاژ ثابت (CV) توسط دستگاه حفظ می شود و از یک سطح ولتاژ خروجی ثابت تشکیل شده است.
محدوده جریان خروجی محدوده جریان طراحی شده واحد جوش است.
محدوده ولتاژ خروجی محدوده ولتاژ طراحی شده واحد جوش یا محدوده ولتاژ نظارت یا کنترل شده است.
پیک توان خروجی به حداکثر توان الکتریکی ارائه شده توسط دستگاه اشاره دارد.
امکانات
جوشکاری خودکار شامل ماشین هایی است که از طریق CNC یا روباتیک کار می کنند. جوش اتوماتیک با کنترل تمام پارامترهای جوشکاری تعریف می شود و نمی توان تنظیمات دستی را در حین جوشکاری انجام داد. در جوشکاری رباتیک از رباتی استفاده می شود که می تواند برای مسیرهای جوشکاری و هندسه های مختلف از قبل برنامه ریزی شود. سیستم های خودکار می توانند بهره وری را افزایش دهند، کیفیت و نرخ جوش ثابت را ارائه دهند و هزینه قطعات را کاهش دهند. آنها نیاز به سرمایه گذاری اولیه بالاتر و نیازهای تولید بالاتر برای توجیه هزینه ها دارند.
ژنراتور موتور محرک به بنزین، دیزل یا سایر منابع برق جوشکاری موتور ژنراتور با سوخت موتور اشاره دارد.
ماشین های مقاوم در برابر خوردگی را می توان در کاربردهای دریایی مانند کارخانه های کشتی سازی، کارخانه های کاغذ، کارخانه های شیمیایی، جوشکاری زیر آب و سکوهای حفاری دریایی استفاده کرد.
ماشینهای قابل برنامهریزی تنظیمات فراخوانی و برنامهریزی مجموعههای خاصی از توالی پارامترها را به اپراتور اجازه میدهند.
دستگاه های کنترل از راه دور را می توان با آویز، پدال پا و سایر واحدهای کنترل از راه دور کنترل کرد. این به اپراتور اجازه می دهد تا یک دست اضافی برای نگه داشتن یا قرار دادن داشته باشد.
ماشینهای خنککننده با آب از منبع آب برای نگهداری جوش، تفنگ برش یا سایر اجزای واحد در دمای پایینتر استفاده میکنند تا چرخه کار را بهبود بخشند و گرمای بیش از حد یا فرسایش قطعه را کاهش دهند.
برنامه های کاربردی
دستگاه های جوش پلاسما در کاربردهای زیادی مورد استفاده قرار می گیرند. آنها جوش با کیفیت بالا و سرعت سفر سریع را فراهم می کنند. برخی از دستگاه های جوش پلاسما در فلزکاری، ساخت دنده سوئیچ و کاربردهای ساخت قطعات استفاده می شود. برخی دیگر در ساخت سیستم های گرمایش، تهویه و تهویه مطبوع (HVAC) استفاده می شوند. جوش پلاسما را می توان برای جوشکاری با حجم بالا نوار فلزی، جوشکاری دقیق ابزار جراحی و تعمیر اتوماتیک تیغه های موتور جت استفاده کرد.
دستگاه های جوش پلاسما باید از استانداردهای موسسه استاندارد ملی آمریکا (ANSI) پیروی کنند.
منبع