ابزار بورینگ
به روز رسانی شده در ۱۴۰۵/۴/۳۰ زمان مطالعه 10 دقیقه
نمایش تمام سازندگان ابزار بورینگ
 حفاری یک فرآیند کاهش جرم برای بزرگ کردن سوراخی است که قبلاً سوراخ شده یا ریختهگری شده است. این فرآیند برای دستیابی به دقت بیشتر در قطر یک سوراخ استفاده می شود و می توان از آن برای برش سوراخ مخروطی استفاده کرد. ابزارهای خسته کننده کاربردهای مختلفی دارند، اما همه سه کار اصلی را انجام می دهند:
حفاری یک فرآیند کاهش جرم برای بزرگ کردن سوراخی است که قبلاً سوراخ شده یا ریختهگری شده است. این فرآیند برای دستیابی به دقت بیشتر در قطر یک سوراخ استفاده می شود و می توان از آن برای برش سوراخ مخروطی استفاده کرد. ابزارهای خسته کننده کاربردهای مختلفی دارند، اما همه سه کار اصلی را انجام می دهند:
سوراخ ها را به اندازه مناسب بیاورید و تمام کنید.
سوراخ های اصلی سوراخ شده یا هسته دار را صاف کنید و عیوب ریخته گری را اصلاح کنید.
سوراخ ها را با قطر خارجی متحدالمرکز کنید.
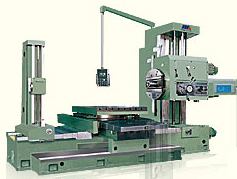
ماشین های حفاری خودکار
ماشین های حفاری خودکار توسط موتورها و ماشین آلات کار می کنند و نیرو می گیرند. علاوه بر نوع، خریداران صنعتی باید کاربرد، دقت، قدرت، هزینه و زمان مورد نیاز کار را در نظر بگیرند.
نوع ماشین خودکار
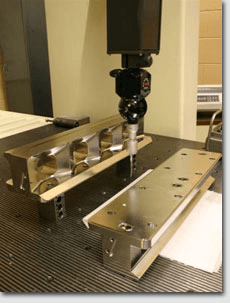
بورینگ دقیق یک عملیات برش تک نقطه ای است. قطعه کار به موازات محور چرخش ابزار برش حرکت می کند و دهانه موجود در قطعه کار را بزرگ می کند و یک سطح استوانه ای داخلی دقیق ایجاد می کند. حفاری دقیق همچنین می تواند برای صاف کردن و بزرگ کردن سوراخ های موجود با پیش بردن قطعه کار به یک نقطه چرخان استفاده شود. مواد به صورت تراشه های کوچک حذف می شوند. ماشین های حفاری دقیق در طیف وسیعی از اندازه ها و انواع موجود هستند.
جیگ بورینگ یک سطح استوانه ای داخلی دقیق را با بزرگ کردن دهانه موجود در قطعه کار ایجاد می کند. کاتر تک لبه به موازات محور سوراخ پیش رفته و در داخل یک قطعه کار ثابت می چرخد. دستگاه دارای یک میز کار دقیق، ستون و محفظه دوک است. دوک و میز کار برای موقعیت یابی استفاده می شود و از دقت بالایی برخوردار است. دستگاه های حفاری جیگ از میله های حفاری سفت و محکم برای ایجاد سوراخ های عمیق و قطعات ابزار تک نقطه ای برای ایجاد سوراخ های کوچک استفاده می کنند. ابزارهای دیگر عبارتند از میله های حفاری قابل تنظیم و سرهای افست. تحمل و پرداخت سطح به هندسه ابزار، شرایط محیطی و تراز اجزای دستگاه و وسایل بستگی دارد. سختی سیستم به همراه سرعت برش، سیال و براده برداری نیز می تواند بر روی سیستم تاثیر بگذارد. برای خنک نگه داشتن ابزار و کاهش سایش باید از مایع برش با دستگاه جیگ بوینگ استفاده شود. مایع برش سرعت برش و نرخ تغذیه بالاتر را نیز امکان پذیر می کند.
بورینگ تراش برای تولید سطوح مخروطی و استوانه ای استفاده می شود. ابزار برش تک نقطه ای با حرکت موازی با محور چرخش، دهانه موجود در قطعه کار را بزرگ می کند. برای ایجاد مخروطی بر روی قطعه کار، ابزار برش با زاویه ای نسبت به محور چرخش حرکت می کند. قطعه کار در یک چاک نگه داشته می شود و به عنوان یک میله بورینگ با درج متصل به نوک میله به سوراخ موجود می چرخد. هنگامی که ابزار با قطعه کار تماس پیدا می کند، تراشه ای تشکیل می شود که ممکن است پیوسته یا قطعه قطعه باشد و سطح تولید شده را سوراخ می نامند. این فرآیند به تجهیزات مجموعه خاصی به جز نوار خسته کننده نیاز ندارد. ابزارها در طیف گسترده ای از اندازه ها و اشکال برای استفاده در برنامه های مختلف موجود هستند. عوامل متعددی وجود دارد که می تواند بر نتایج پردازش تأثیر بگذارد، از جمله هندسه ابزار، سرعت برش و سرعت تغذیه، صلبیت ابزار، قطعه کار، و ماشین، و براده برداری. همچنین شرایط محیطی و چیدمان اجزای دستگاه و وسایل مهم است.
| نکته طراحی: از سوراخهای حفرهای که کف آن صاف است خودداری کنید زیرا احتمال آسیب دیدن انتهای میله حفاری وجود دارد. همچنین، انجام برش های قطع شده با دقت دشوار است، بنابراین برش ها باید در صورت امکان بدون وقفه انجام شوند. |
بورینگ عمودی برای تولید یک سطح استوانه ای یا مخروطی داخلی دقیق با بزرگ کردن دهانه موجود استفاده می شود. قطعات کار بزرگ حول یک محور عمودی می چرخند زیرا عملیات برش تک نقطه ای وارد کار می شود. ابزار به منظور کنترل عمق و قطر برش تولید شده به صورت عمودی و افقی پیش می رود. سوراخ سوراخ همیشه با محور چرخش قطعه کار متحدالمرکز است. دستگاه حفاری عمودی شبیه به حفاری تراش است و از پایه، میز کار افقی چرخان، ستون و ریل متقاطع تشکیل شده است. ریل متقاطع از یک یا چند سر ابزار پشتیبانی می کند. تحمل و پرداخت سطح برای سوراخ کردن عمودی به هندسه ابزار، سرعت برش و سرعت تغذیه بستگی دارد. سفتی ابزار، قطعه کار و ماشین و همچنین سیستم برای براده برداری نیز می تواند بر نتایج فرآیند تأثیر بگذارد.
بورینگ افقی از ابزار برش تک نقطه ای برای ایجاد سطح استوانه ای داخلی دقیق با بزرگ کردن دهانه موجود در قطعه کار استفاده می کند. ماشین دارای حرکت ابزار موازی با محور چرخش است. سوراخ ها با پیشبرد یک یا چند برش تک نقطه ای چرخان به صورت افقی در یک قطعه کار ثابت متوسط تا بزرگ ایجاد می شوند. تراشه های مواد با پیشرفته شدن قطعه کار و باقی ماندن علائم تغذیه داخلی مارپیچی تشکیل می شوند. دستگاه های حفاری افقی را می توان برای فرز، حفاری، قلاب کردن و ضربه زدن استفاده کرد که باعث صرفه جویی در زمان نصب در هنگام تغییر برنامه می شود. آنها برای قطعات سنگین طراحی شده اند و دارای یک میز کار چرخشی هستند که می تواند به صورت افقی، موازی و در زاویه قائم با محور دوک تغذیه کند.
چهار سبک از ماشین های حفاری افقی وجود دارد که عبارتند از:
نوع جدول که به نوع جهانی نیز معروف است. این همه کاره ترین دستگاه حفاری افقی است.
نوع رنده
نوع طبقه
دوک چندگانه
تایپ کنید | تابع | مواد ابزار | کاربرد | تحمل |
بورینگ دقیق | با بزرگ کردن دهانه موجود در قطعه کار، یک سطح استوانه ای داخلی دقیق ایجاد کنید. | ابزار کاربید، سرامیک و الماس | پرداخت دقیق بر روی سطوح داخلی یاتاقان برای تولید قطعه، روکش چرخشی، شیاربندی، پخ زدن و کانتورینگ. | +/-0.0001 اینچ |
بورینگ تراش | سطوح مخروطی و استوانه ای را تولید کنید | فولاد پرسرعت، کاربید لحیم کاری، کاربید یا سرامیک | سوراخ های مستقیم، سوراخ های مخروطی، سوراخ هایی با چندین قطر | +/- 0.002 اینچ برای سوراخ های عمیق. +/-0.0005 اینچ. برای سوراخ های کم عمق |
بورینگ عمودی | با بزرگ کردن دهانه موجود، یک سطح استوانه ای یا مخروطی داخلی دقیق ایجاد کنید | فولاد پرسرعت، کاربید، سرامیک یا الماس | نسبت طول به قطر کوچک. قطعه کار اغلب بسیار بزرگ است و نمی توان آن را روی یک محور افقی چرخاند. | +/-0.005 اینچ برای بیشتر. +/-0.002 برای دقت |
جیگ بورینگ | سوراخ هایی با ابعاد و مکان های بسیار دقیق ایجاد می کند | فولاد پرسرعت، کاربید، سرامیک، الماس | سطح بالایی از دقت ابعادی مانند جک، ابزار و وسایل. | +/-0.001 اینچ برای قطر و +/-0.003 اینچ برای عمق. برای کاربردهای دقیق +/-0.002 اینچ برای قطر، +/-0.005 اینچ برای عمق |
بورینگ افقی | با بزرگ کردن دهانه موجود، یک سطح استوانه ای دقیق ایجاد کنید | قطعات کار بزرگ |
محاسبات
برای اطمینان از عملکرد مناسب، چندین محاسبات باید تکمیل شود. اینها شامل نیازهای برق، سیستم مورد نیاز، برآورد هزینه و زمان فرآیند می باشد.
قدرت
توان با استفاده از توان واحد و نرخ حذف مواد محاسبه می شود:
اسب بخار دستگاه = توان واحد x سرعت حذف (در 3 / دقیقه)
توان واحد بر اساس ابزارهای فولادی با سرعت بالا (HSS) و کاربید، با تغذیه 0.005 اینچ در هر دور (ipr) تا 0.020 ipr و راندمان 80٪ است.
مواد | سختی (HB) | توان واحد |
آلومینیوم | 30-150 | 0.3 |
برنج | 50-145 145-240 | 0.6 1.0 |
چدن | 110-190 190-320 | 0.7 1.4 |
فولاد ملایم | 85-200 330-370 | 1.1 1.4 |
فولاد ضد زنگ | 135-275 275-430 | 1.3 1.4 |
سیستم مورد نیاز
هنگام انتخاب دستگاه حفاری خودکار باید مشخصاتی از جمله سرعت برش و سرعت حذف در نظر گرفته شود.
سرعت برش: | SFM = D x 0.26 x RPM |
تغذیه به ازای هر دندان: | IPT = IPM ÷ Z ÷ RPM |
سرعت اسپیندل: | RPM = SFM x 3.82 ÷ D |
خوراک جدول: | IPM = IPT x Z x RPM |
اینچ (فید) در هر انقلاب: | IPR (FR) = IPM ÷ RPM |
مکعب حذف فلز در دقیقه: | MR = IPM x RDC x ADC |
علائم واختصارات | |
D: | قطر ابزار. |
Z: | تعداد فلوت. |
FR: | تغذیه در هر انقلاب. |
IPM: | خوراک جدول. |
IPR: | اینچ در هر انقلاب |
IPT: | تغذیه به ازای هر دندان |
SFM: | سرعت برش. |
RPM: | سرعت اسپیندل. |
ADC: | عمق برش محوری (طول). |
HP: | اسب بخار واقعی موجود در RPM در حال اجرا. |
PC: | ثابت قدرت برای HP (HP/CI-MR). |
RDC: | عمق برش شعاعی (عرض). |
MR: | نرخ حذف فلز (اینچ مکعب در دقیقه). |
چندین ماشین حساب آنلاین برای کمک به این محاسبات وجود دارد.
برآورد هزینه
تعیین هزینه را می توان با در نظر گرفتن چندین عامل انجام داد که عبارتند از:
زمان راه اندازی
زمان بارگیری/تخلیه
زمان بیکاری
زمان برش
زمان تعویض ابزار
هزینه های ابزار
نرخ کار مستقیم
نرخ سربار
زمان فرآیند
زمان ارتباط نزدیکی با هزینه دارد. هنگام محاسبه مدت زمانی که فرآیند بورینگ طول می کشد، سرعت، نرخ تغذیه، نرخ جمع شدن و طول برش متغیرهای اصلی هستند که باید در نظر گرفته شوند.
زمان بورینگ = L/F
Retract Time = L/R
وقتی،
F= نرخ تغذیه (ipr)R= نرخ جمع شدن (اینچ در دقیقه- ipm) L= طول برش (اینچ)
ابزار حفاری دستی
ابزارهای دستی برای کار بر روی چوب یا فلز استفاده می شود و از انواع بیت ها برای تعیین اندازه و شکل سوراخ های حفر شده در مواد استفاده می شود.
مته ها ابزارهای برشی هستند که برای ایجاد سوراخ های استوانه ای استفاده می شوند. بیت ها در ابزاری به نام مته نگه داشته می شوند که آنها را می چرخاند و گشتاور و نیروی محوری را برای ایجاد سوراخ فراهم می کند.
از بریس ها برای سوراخ کردن چوب استفاده می شود. فشار به بالا وارد می شود و ابزار با یک دستگیره U شکل می چرخد.
از گیملت ها برای سوراخ کردن سوراخ های کوچک روی چوب استفاده می شود تا خرد نشود
دریل های فشاری از مکانیزم ضامن دار مارپیچی برای کاربردهای کوچک استفاده می کنند.
پین چاک ها مته های کوچک دستی برای جواهر فروشان هستند.
مجموعههای پانچ و اسکنه معمولاً شامل مجموعهای از ابزارها مانند سنجاق سنج، پانچ مخروطی، پانچ مرکزی، اسکنه با اندازههای مختلف تیغه و سنج پانچ اسکنه است.
آول به تعدادی ابزار اطلاق می شود که دارای تیغه فلزی تیز و اغلب میله ای با نوک تیز هستند. سبک های زیادی برای استفاده گسترده از آنها در صنعت و تجارت وجود دارد. اینها تعدادی از انواع بالهای موجود هستند:
Awl Bradawl یا Pricker دارای نوک اریب است و برای ایجاد سوراخ های پیلوت در چوب برای پیچ ها و پیچ ها استفاده می شود.
بریدل آول یا خرطومی برای ایجاد سوراخ روی چرم قبل از دوخت استفاده می شود. دارای یک نقطه الماسی شکل است و با طیف وسیعی از قطرها متناسب با کار ارائه می شود.
Scratch Awl، Clicker's Awl یا Joiner's Awl یک ابزار نجاری است که برای علامت گذاری چوب برای میخ و پیچ استفاده می شود. نقطه مخروطی و معمولاً گرد است، اگرچه تیغههای ریمینگ نیز وجود دارد.
Scribe، Scriber یا Scribe Awl برای ساختن علائم راهنمایی برای اره کردن، امضانویسی، ساخت فلز و علامت گذاری پارچه استفاده می شود.
اوگر بیت ابزاری است که سوراخ هایی را از چوب، فلز، سنگ، بتن، خاک یا یخ ایجاد می کند. بیل و بیل متداول ترین هستند و دارای سطوح برش پهن و مسطح هستند. مارپیچها میتوانند با دست یا برقی باشند. آنها برای حفاری در یک ماده یا سطح خاص رتبه بندی می شوند و فقط باید برای موادی که برای آنها رتبه بندی شده اند استفاده شوند.
اسکنه ابزار دستی برای لبه برش شکل در انتهای آن برای کنده کاری یا برش مواد سخت است. در مصارف صنعتی، یک قوچ هیدرولیک یا وزنه در حال سقوط، اسکنه را به درون ماده ای که قرار است برش داده شود، هدایت می کند. اسکنه ها در اشکال و مواد بسیار متنوعی برای کاربرد خاص خود وجود دارند. چندین نوع عبارتند از:
اسکنه های نیمکت لبه دار:
اسکنه های لبه دار سنگین:
اسکنه مورتیس
اسکنه خرد کن
منبع