برقوها
به روز رسانی شده در ۱۴۰۵/۴/۳۰ زمان مطالعه 10 دقیقه
برقوها ابزارهای برش دوار هستند که در فلزکاری مورد استفاده قرار می گیرند. ریمینگ فرآیند بزرگ کردن و بزرگ کردن یک سوراخ با استفاده از یک ابزار برش چند فله است. ریمورهای دقیق به گونه ای طراحی شده اند که اندازه سوراخی که قبلاً ایجاد شده است را به مقدار کم اما با دقت بالایی بزرگ می کنند تا کناره های صاف باقی بماند. ریمورهای غیردقیق برای بزرگکردن اساسی سوراخها و حذف مواد سبک به بیرونزدایی استفاده میشوند.
 برقوها از یک سوراخ از قبل موجود در قطعه کار استفاده می کند و مقدار کمی از مواد به نام تراشه را حذف می کند. این فرآیند شامل حرکات محوری و چرخشی نسبی بین ریمر و قطعه کار است. این کار اغلب با مته پرس انجام می شود، اما ممکن است بر روی ماشین تراش نیز انجام شود. قطعه کار توسط یک گیره، چاک یا فیکسچر محکم در جای خود ثابت می شود، زیرا ریمر به داخل قطعه کار می رود.
برقوها از یک سوراخ از قبل موجود در قطعه کار استفاده می کند و مقدار کمی از مواد به نام تراشه را حذف می کند. این فرآیند شامل حرکات محوری و چرخشی نسبی بین ریمر و قطعه کار است. این کار اغلب با مته پرس انجام می شود، اما ممکن است بر روی ماشین تراش نیز انجام شود. قطعه کار توسط یک گیره، چاک یا فیکسچر محکم در جای خود ثابت می شود، زیرا ریمر به داخل قطعه کار می رود.
یک ریمر معمولی شامل مجموعه ای از لبه های برش موازی یا مارپیچ در طول یک بدنه استوانه ای است. هر لبه برش با یک زاویه خفیف و زیر لبه برش آسیاب می شود. ریمرها فقط باید برای برداشتن مقادیر کمی از مواد استفاده شوند تا از عمر طولانی دستگاه و روکش برتر سوراخ اطمینان حاصل شود.
مشخصات
متغیرهای متعددی وجود دارد که عملکرد یک ریمر را تعیین می کند: سرعت، تغذیه و مواد قطعه کار.
همانطور که در نمودار زیر مشاهده می شود ، سرعت به مواد بستگی دارد.

نقطه شروع برای ایجاد نرخ خوراک 0025/0 تا 003/0 اینچ در هر فلوت در هر دور خواهد بود.
مشخصات فلوت
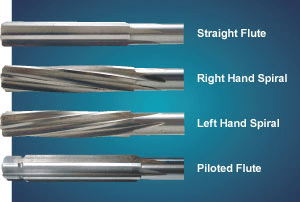 همانطور که در تصویر بالا مشاهده می کنید فلوت های ریمر در جلوی دستگاه قرار دارند. تراشه های کوچک با جریان یافتن در امتداد فلوت ها در ریمر حذف می شوند. فلوت ها را می توان به دو دسته کلی مستقیم و مارپیچ تقسیم کرد. هلیکس را می توان به چهار نوع تقسیم کرد: دست راست، دست چپ، آهسته و سریع.
همانطور که در تصویر بالا مشاهده می کنید فلوت های ریمر در جلوی دستگاه قرار دارند. تراشه های کوچک با جریان یافتن در امتداد فلوت ها در ریمر حذف می شوند. فلوت ها را می توان به دو دسته کلی مستقیم و مارپیچ تقسیم کرد. هلیکس را می توان به چهار نوع تقسیم کرد: دست راست، دست چپ، آهسته و سریع.
ریمورهای فلوت دار مستقیم برای مصارف عمومی برای طیف گسترده ای از مواد و کاربردها استفاده می شوند. طول به برنامه بستگی دارد. انتهای ورودی کمی باریک خواهد شد. این امر هنگام ورود به سوراخ، یک عمل خود محوری ایجاد می کند، در حالی که قسمت بزرگتر فلوت قطر ثابتی برای بزرگ شدن دارد.
دستگاه های مارپیچ دست راست تمایل به بیرون کشیدن تراشه ها و مایع خنک کننده از سوراخ دارند. بنابراین هرگز نباید از یک مارپیچ دست راست روی یک ریمر مخروطی استفاده کرد، در غیر این صورت ممکن است ریمر گوه بزند که منجر به خرابی فاجعهبار ابزار شود.
ریمورهای مارپیچی سمت چپ تمایل دارند تراشه ها و مایع خنک کننده را در جلوی برش فشار دهند و مایع خنک کننده را به داخل سوراخ و ریمر را به عقب از سوراخ خارج کنند. مارپیچ دست چپ را می توان بر روی ریمورهای مخروطی برای کمک به جلوگیری از چنگ زدن و بستن استفاده کرد. آنها نباید در کاربرد سوراخ های کور استفاده شوند، زیرا تراشه ها در ته سوراخ بسته می شوند و مانع از رسیدن ریمر به عمق برش کامل می شوند.
هنگام انتخاب فلوت، چهار ویژگی مهم وجود دارد: قطر و طول فلوت، قطر و طول پیلوت، تعداد فلوت ها و عمق فلوت.
 مشخصات ساقه
مشخصات ساقه
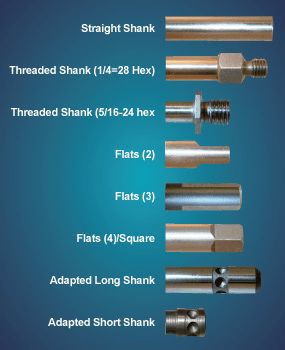
ساقه شفت یا ساقه ی ریمر است. در مقابل فلوت قرار دارد. هنگام انتخاب ساقه، چهار ویژگی مهم وجود دارد: قطر، نوع، سختی و ساخت یک یا دو قطعه.
دست در مقابل ماشین
یک ریمور دستی برای باز کردن دستی در نظر گرفته شده است و معمولاً به یک دسته مجهز است. این دستگاه با یک مخروط یا سرب طولانیتر در قسمت جلویی نسبت به ریمور ماشین طراحی شده است تا دشواری راهاندازی سوراخ با نیروی دستی را جبران کند. همچنین به ریمر اجازه می دهد مستقیم شروع شود و خطر شکستگی را کاهش می دهد.
ریمورهای ماشینی دارای سرب کوچکی هستند و فلوت های مارپیچی دارای مزیت پاکسازی خودکار swarf هستند. ریمر و قطعه کار از قبل تراز شده اند و خطر خارج شدن ریمر از مسیر خود را از بین می برند. نیروی ثابت دستگاه تضمین می کند که برش بلافاصله شروع می شود.
انواع تخصص
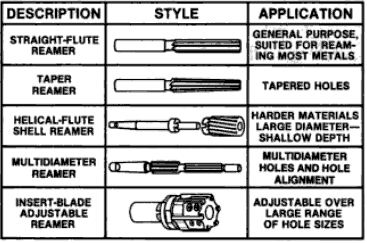
گزینه های زیادی برای ریمرزهای تخصصی وجود دارد. انواع متداولتر دستگاهها عبارتند از: گیرههای گیرهای که معمولاً با یک ساقه مستقیم عرضه میشوند و برای ریمینگ با هدف عمومی استفاده میشوند، ریمورهای ماشینی که برای کارهای ساختاری سنگین استفاده میشوند، و ریمورهای تعمیری که معمولاً در برنامههای کاربردی و تعمیر و نگهداری استفاده میشوند.
مواد
فولاد با سرعت بالا بیشتر مورد استفاده قرار می گیرد زیرا نسبتاً ارزان است و روی اکثر مواد به خوبی کار می کند. با این حال، بسیاری از مواد دیگر مانند کاربید و فولاد آلیاژی با کبالت بالا برای ساخت ریمورها استفاده می شود. کاربید گرانتر از فولاد پرسرعت است، اما در هنگام ریم کردن فولاد، 10 به یک دوام خواهد داشت. فولاد آلیاژی با کبالت بالا برای ریمل کردن تیتانیوم و فولاد ضد زنگ استفاده می شود اما گران ترین گزینه است.
مواد قطعه کار تعیین می کند که از چه مایع برشی برای حفظ عمر ریمر استفاده شود. روغن محلول را می توان برای آلومینیوم، برنج، فولاد ضد زنگ و فولاد نرم استفاده کرد. می توان از هوای سرد در هنگام ریمینگ چدن و روغن مصنوعی با آلومینیوم و پلاستیک استفاده کرد.
استانداردها
چندین استاندارد وجود دارد که ریمرها باید برای اطمینان از طراحی و عملکرد مناسب از آنها پیروی کنند. ASME B94.2 استاندارد ملی آمریکا را برای ریمرها - نامگذاری، تعاریف، انواع، اندازه ها و تحمل ها پوشش می دهد. BS 122-1 مشخصات فرز برش ها و ریمرها را تشریح می کند در حالی که DIN 1896 ریمورهای ماشینی را برای مخروطی های متریک مورد بحث قرار می دهد. بسیاری از استانداردهای دیگر برای reamers را می توان در کتابخانه استانداردهای Engineering360 یافت .
منبع