پرس های پانچ
به روز رسانی شده در ۱۴۰۵/۴/۲۳ زمان مطالعه 10 دقیقه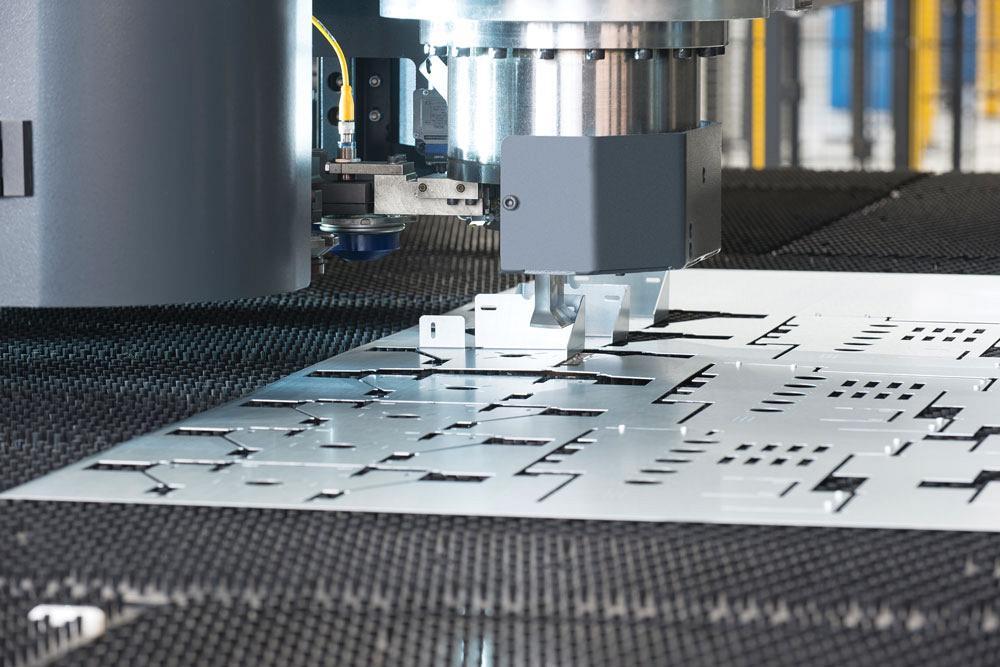
پرس پانچ در عملیات مهر زنی، پانچ، خمش، برش، تبدیل و مونتاژ استفاده می شود. آنها از نظر نوع درایو و اتوماسیون متفاوت هستند. پرس های پانچ هوا رانده توسط یک سیلندر پنوماتیک تغذیه می شوند و برای کاربردهای سبک مناسب هستند. پرس های هیدرولیک توسط یک سیلندر پر از مایع تغذیه می شوند و می توانند نیروهای بسیار قوی برای تشکیل فلزات و سایر مواد ایجاد کنند. پرس های دستی با دست هدایت می شوند یا با نیروی دستی که توسط پیچ، اهرم یا مکانیزم های دیگر بزرگ می شود، کار می کنند. پرس های پانچ مکانیکی توسط یک موتور دوار و پیچ، ضامن یا اهرم به حرکت در می آیند. در مقابل، پرس های کنترل شده با سروو مستقیماً توسط یک موتور سروو هدایت می شوند. برخی از پرس های پانچ به صورت دستی و از طریق استفاده از دستگاه های رابط اپراتور مانند سوئیچ های پا، آویزها یا کنترل های دکمه فشاری کنترل می شوند. سایر موارد عبارتند از یک کنترل کننده عددی کامپیوتر (CNC) یا کنترل کننده منطقی قابل برنامه ریزی (PLC). پرس های پانچ که با رابط کامپیوتر شخصی (PC) برنامه ریزی و کنترل می شوند به کاربران اجازه می دهند پارامترهایی مانند سرعت و بار اعمال شده را تنظیم و تنظیم کنند. ماشین های نمایه سازی کاملا اتوماتیک هستند و می توانند قطعات را بارگیری کرده و پارامترها را بدون دخالت اپراتور تنظیم کنند.
نمایش همه تولیدکنندگان پرس پانچ
مشخصات
مشخصات مهم پرس پانچ شامل نیروی عملیاتی، ظرفیت نامی، میزان تولید و ظرفیت ورق می باشد. نیروی عملیاتی حداکثر بار مورد نیاز برای برش یا تشکیل قطعات در طول مونتاژ است. ظرفیت نامی تن های فشاری است که لغزنده یا قوچ در پایین ضربه هنگام کار در محدوده پرس وارد می کند. با پرس های پانچ مکانیکی، نیروی عملیاتی تابعی از ظرفیت خمشی محور اصلی است. برای همه انواع پرس پانچ، نرخ تولید تعداد عملیات انجام شده یا واحدهای تولید شده در واحد زمان است. به طور معمول، این مقدار به صورت تعداد ضربه، ضربه، کات اوت، چرخه یا ضربه در دقیقه بیان می شود. برای قطعات پیچیده، نرخ تولید به تعداد کل مراحل یا عملیات مورد نیاز برای ساخت یک قطعه کامل بستگی دارد. اکثر سازندگان ظرفیت ورق را از نظر حداکثر ضخامت، طول کار و عمق کار مشخص می کنند. طول کار حداکثر طول ورق (بزرگترین بعد، X) یا فاصله کاری از راست تا بالابر است که می تواند پانچ، شکل یا تبدیل شود. عمق کار حداکثر ورق (کوچکترین بعد، Y) یا عمق کار از جلو به عقب است که می تواند پانچ، شکل یا تبدیل شود.
ویژگی های خاص
پرس پانچ با انواع ویژگی های خاص موجود است. برخی از ماشین ها دارای قابلیت برش یکپارچه یا فیدر مواد اختیاری هستند. سایر موارد شامل برش لیزری یا سیستم های نظارت است. پرس های پانچ چند ایستگاهی شامل ابزارهای چرخشی و برجک ها، قالب های پیشرونده، سیستم های انتقال یا قالب های چند ابزاره می باشد. پانچ چرخشی مواد شاخص را فشار می دهد و به اپراتورها اجازه می دهد ابزار مناسب را از برجک انتخاب کنند. سیستم های بارگیری و انباشتگی سلول های کامل تولیدی هستند که اغلب شامل زیرسیستم های جابجایی مواد و چربی زدایی می شوند. آنها جابجایی ورق، قطعه و مواد را فراهم می کنند.
منبع