
ماشین آلات هونینگ، لپینگ و سوپر فینیشنگ
به روز رسانی شده در ۱۴۰۵/۳/۱۳ زمان مطالعه 10 دقیقهتجهيزات سنگكاري،  لپينگ و فوقفينيش سطح و يا هندسه را تا تلورانسهاي محدود بهبود ميبخشند. سنگ زنی، لپینگ و فوق فینیشینگ در شرایط سرعت و فشار کم انجام می شود که در نتیجه عملکرد ملایمی در مقایسه با فرآیندهای سنگ زنی و ماشینکاری دارد. فشار و سرعت کم قطعه کار را خنک تر نگه می دارد، برخلاف فرآیندهای سنگ زنی که می تواند باعث گرم شدن بیش از حد و آسیب حرارتی به سطوح زمین شود.
لپينگ و فوقفينيش سطح و يا هندسه را تا تلورانسهاي محدود بهبود ميبخشند. سنگ زنی، لپینگ و فوق فینیشینگ در شرایط سرعت و فشار کم انجام می شود که در نتیجه عملکرد ملایمی در مقایسه با فرآیندهای سنگ زنی و ماشینکاری دارد. فشار و سرعت کم قطعه کار را خنک تر نگه می دارد، برخلاف فرآیندهای سنگ زنی که می تواند باعث گرم شدن بیش از حد و آسیب حرارتی به سطوح زمین شود.
نمایش تمام سازندگان ماشین آلات هونینگ، لپینگ و سوپر فینیشنگ
فرآیندها
هونگ کردن
Honing هندسه سوراخ ها را تصحیح می کند و سطح مورد نیاز برای یک کاربرد را ایجاد می کند. بسیاری از خطاها یا انحرافات هندسی، مانند خارج از گرد بودن، دهان زنگوله، صافی محوری، موج دار بودن، اندازه پایین، بشکه، مخروطی، نشانه های خسته کننده، پچ پچ ریمر، رنگین کمان و ناهماهنگی که ناشی از سنگ زنی، عملیات حرارتی، شکل دهی، یا سایر فرآیندهای تولید است. ، قابل حذف است.
هونینگ را می توان به سنگزنی خشن، فینیشینگ، ریزهونینگ (یا سوپرفینیشینگ) و سنگ کاری آزاد (یا ماشین کاری جریان ساینده) تقسیم کرد. هونینگ فرم آزاد گاهی اوقات به عنوان یک فرآیند فوق تکمیل در نظر گرفته می شود. مقایسه محدوده سنگ ریزه و قابلیت های پرداخت سطحی فرآیندها می تواند بینشی در مورد کاربرد فرآیندها برای کاربردهای مختلف ارائه دهد.
هونینگ از سنگ های ساینده کوچک و چسبانده شده یا میله های فوق ساینده نصب شده در یک فیکسچر استفاده می کند که هنگام اعمال بر روی سطح یا سوراخ در حال اتمام، می چرخد و متقابل می شود (ضربه). در سطوح بزرگتر، هون ممکن است در حین چرخش قطعه کار رفت و برگشتی یا نوسانی داشته باشد. یک اپراتور نوسانات را برای دستگاه های سکته مغزی دستی کنترل می کند. یک هد هونینگ که در دستگاه مته نصب شده است ، یک نسخه اولیه از دستگاه هنینگ سکته دستی است. ماشینهای سکته مغزی اختصاصی تجاری، ماشینهای بزرگ و سفت و سخت با ویژگیهای پیچیدهتر هستند. دستگاههای هونینگ پاور استروک دارای چرخه حرکتی، خودکار یا چرخه برگشتی هستند. دستگاههای هونینگ پاور استروک را میتوان طوری برنامهریزی کرد که پوششهای سطحی، هندسهها و الگوهای لایهای ثابت و قابل تکرار ارائه دهد.
به طور معمول، حذف ذخایر سنگ زنی تنها از چند هزارم اینچ تشکیل می شود، اما حذف مواد بزرگتر تا 0.250 اینچ با فرآیندهای سنگ زنی درشت سنگ زنی امکان پذیر است. هنگامی که به سرعت حذف مواد بالاتری نیاز است، روشهای آسیاب یا ماشینکاری جایگزین میتوانند برای کاهش زمان و هزینههای سنگزنی کارآمدتر باشند. با این حال، همیشه اینطور نیست. یکی از تولیدکنندگان چرخ دنده متوجه شد که سرعت حذف مواد در مقایسه با سنگ زنی ID زمانی که نسبت طول به قطر سوراخ از 2:1 بیشتر می شود، دارد.
 هونینگ یک الگوی دریچه ای متقاطع متمایز را بر روی سطح تراش ایجاد می کند. زاویه بین خطوط لایه گذاری گاهی اوقات در نقشه های قطعه مشخص می شود و در طول عملیات تراشینگ کنترل می شود. دستگاههای نوین خودکار پاور استروک مدرن این قابلیت را دارند که یک زاویه قرارگیری خاص را برای برآورده کردن مشخصات طراحی اجزا برنامهریزی کنند. سطح آینه ای کاملا صاف برای هر کاربرد مناسب نیست. در برخی از کاربردها، خراش های ریز ناشی از الگوی پایه می تواند روان کننده را در طول استفاده نهایی حفظ کند. به عنوان مثال، یک دیواره سیلندر لعاب صاف می تواند باعث خراش رینگ پیستون و سیلندر شود. سیلندر یا سطح مته که بیش از حد صیقل داده شده یا خیلی صاف است، روغن یا روان کننده کافی را حفظ نمی کند و عملکرد را کاهش می دهد.
هونینگ یک الگوی دریچه ای متقاطع متمایز را بر روی سطح تراش ایجاد می کند. زاویه بین خطوط لایه گذاری گاهی اوقات در نقشه های قطعه مشخص می شود و در طول عملیات تراشینگ کنترل می شود. دستگاههای نوین خودکار پاور استروک مدرن این قابلیت را دارند که یک زاویه قرارگیری خاص را برای برآورده کردن مشخصات طراحی اجزا برنامهریزی کنند. سطح آینه ای کاملا صاف برای هر کاربرد مناسب نیست. در برخی از کاربردها، خراش های ریز ناشی از الگوی پایه می تواند روان کننده را در طول استفاده نهایی حفظ کند. به عنوان مثال، یک دیواره سیلندر لعاب صاف می تواند باعث خراش رینگ پیستون و سیلندر شود. سیلندر یا سطح مته که بیش از حد صیقل داده شده یا خیلی صاف است، روغن یا روان کننده کافی را حفظ نمی کند و عملکرد را کاهش می دهد.
ماشینهای هونگ معمولاً برای تکمیل قطر داخلی سوراخ یا سوراخها در موتورهای احتراق داخلی ، بلبرینگها ، سیلندرهای هیدرولیک ، شناسههای لوله و لولههای تفنگ استفاده میشوند. هونینگ خارجی کمتر رایج است، اما دندانه های چرخ دنده، اجزای دریچه و بلبرینگ ها اغلب به صورت خارجی تراش داده می شوند. سوراخ های کور را نمی توان تا انتها تراش داد. مقداری تسکین در قسمت پایین مورد نیاز است تا امکان نوسان هون فراهم شود. تیوب هان ها ماشین های تخصصی هستند که برای تراش دادن قطر داخلی لوله ها طراحی شده اند.
در حال تکمیل شدن
سوپرفینیشینگ که با نامهای میکروهونینگ، میکروستونینگ، میکروفینیشینگ، سوپرفینیش و هونینگ کوتاه نیز شناخته میشود، سطوح آینهمانندی را با میانگین زبری سطح بسیار ظریف یا کم (Ra) تولید میکند. میکروهونینگ یا فوقفینیشینگ از اندازههای ریز ساینده ریزتر استفاده میکند و دستگاههای میکروهونینگ سطوحی با متوسط زبری ریز یا کم، بین 0.1 تا 0.05 میکرواینچ (4 تا 2 میکرون) تولید میکنند. به طور معمول، یک سنگ ریزه منفرد با نوسانات کوچک (فرکانس بالاتر و دامنه های کوچک) به سطح قطعه کار مالش می شود. پرداخت فوق العاده شبیه به سنگ زنی است، اما یک روکش متوسط ریزتر یا با زبری کمتر با حذف اندک محدود تولید می شود. به دلیل نرخ ذاتی پایین حذف مواد، عملیات فوقافرینی نمیتواند هندسه را به همان میزان سنگزنی تصحیح کند.
ماشین های فوق تکمیل برای تولید یک روکش آینه ای بسیار صیقلی با صحت هندسی بالا (به عنوان مثال صافی زیاد، صافی، گردی) استفاده می شود. هندسه در ابتدا با فرآیندهای سنگ زنی یا سنگ زنی قبل از تکمیل نهایی اصلاح می شود.
لپ زدن
Lapping سطوح مسطح (تصفیه هندسه) با پرداخت بسیار ظریف با استفاده از ترکیب لایهبندی ایجاد میکند، جایی که قطعات بین یک یا دو صفحه یا صفحه تخت بزرگ پردازش میشوند. Lapping یک فرآیند ملایم سطح با استفاده از سرعت های کم (کمتر از 80 RPM) و فشار کم است. در مقایسه با سنگ زنی و سنگ زنی، لپ کردن مواد بسیار کمتری را حذف می کند. پایانه ها در محدوده میکرون و نانومتر اندازه گیری می شوند. لپینگ اغلب آخرین عملیات تکمیل ساینده است که تحملهای ابعادی فوقالعاده (معمولاً یکنواختی کمتر از 2.5 میکرومتر) ایجاد میکند، عیوب جزئی شکل را اصلاح میکند، سطح را اصلاح میکند (آینهها معمول هستند)، و تناسب نزدیکی بین سطوح جفت ایجاد میکند.
مواد پوششی، ترکیبات، خمیرها یا دوغاب ها از ذرات ساینده سست دانه ریز تشکیل شده اند که در یک حامل چسبناک یا مایع معلق هستند. نمونه هایی از حامل ها عبارتند از روغن محلول، روغن معدنی یا گریس. لبهها یا صفحات روکش معمولاً چدن، مس، کامپوزیتهای مس، آلیاژهای ذوبپذیر یا زمین هستند. برای برخی از کاربردها، سطح لپ یا صفحه کاذب باید به اندازه کافی نرم باشد تا ذرات سست ساینده بتوانند تا حدی جاسازی شده و نگه داشته شوند. شیارهای موجود در دامان نیز می توانند به حفظ ترکیب لایه بردار کمک کنند. لبه های شیاردار یا طرح دار در فرآیندهای شانه زدن دقیق استفاده می شود. در برخی از کاربردها از صفحات سخت ساخته شده از سرامیک یا کامپوزیت استفاده می شود.
طیف گستردهتری از انواع دانههای ساینده در مقایسه با سنگزنی یا سوپرفینیشینگ در لایهبندی استفاده میشود. ساینده های لایه بردار را می توان به صورت سست خشک یا مخلوط شده به شکل دوغاب، خمیر یا ترکیب خریداری کرد. دانه های ساینده خشک و شل باید با روغن لپ، گریس یا مایع حامل مخلوط شوند تا قوام مناسب داشته باشند. انواع ساینده های مورد استفاده در لایه بندی عبارتند از اکسید آلومینیوم (آلومینا)، کاربید سیلیکون، الماس، گارنت، سنباده، اکسید کروم، اکسید آهن و اکسید سریم.
در چندین فرآیند لپینگ تخصصی از سایندههای ثابت یا لایههای ساینده با پوشش بسیار ریز استفاده میشود که به عنوان فیلمهای ریز پولیش یا فیلمهای میکروفینیشینگ نیز شناخته میشوند. فیلم های لپینگ معمولاً به شکل دیسک های چسباننده یا نوارهای چسباننده هستند. دیسک های لپینگ به طور گسترده در صنعت مخابرات برای تکمیل یا پرداخت کانکتورهای فیبر نوری استفاده می شود.
ماشینهای لپینگ معمولاً برای تولید یک سطح بسیار صیقلی بر روی لنزهای نوری ، سطوح یاتاقان فلزی، ویفرهای نیمهرسانا ، بسترهای فوتونیک و گیجها استفاده میشوند .
انواع ماشین آلات
دستگاههای هونینگ لیزری علاوه بر سنگزنی معمولی از لیزر برای مهندسی سطح سازهها یا الگوهای خاص روی سطح قطعه برای اهداف کنترل اصطکاک استاتیک، کاهش سایش، به حداقل رساندن مصرف روغن، کاهش اصطکاک، تغییر گشتاور اصطکاکی یا افزایش ماندگاری روانکننده استفاده میکنند. سطح یک قسمت ناهموار و احتمالاً متوسط، ساختار لیزری است و سپس برای ایجاد چاهها یا جیبهای میکروسکوپی برای حفظ روغن یا روانکننده افزایش مییابد.
ماشینهای ایزوتروپیک سوپرفینیشینگ (ISF) از یک فرآیند غیر ساینده متشکل از مواد تکمیل کننده یا غلتشی انبوه، همراه با مواد شیمیایی استفاده میکنند که یک لایه سطحی روی قطعه را به یک ترکیب نرم تبدیل میکند که به راحتی توسط رسانههای تکمیل پاک میشود. ماشین فوق تکمیلی همسانگرد شامل یک ماشین تکمیل انبوه است که برای سازگاری با فرآیند ISF و مواد شیمیایی اصلاح شده است. فرآیندهای ISF بدون تغییر هندسه یا اصلاح اعوجاج، پوشش سطح، لبههای برش و شعاع صاف روی سطوح خارجی قطعات را اصلاح میکنند. اگر سوراخ به اندازه کافی برای رسانه تکمیلی بزرگ باشد، فرآیند ممکن است روی سطح داخلی یا سوراخها کار کند. REM Chemicals از Southington، Conn.، توسعه یافته، ثبت اختراع شده و به اصلاح فرآیند همسانگردی (ISF) ادامه داده است.
ماشینکاری با جریان ساینده یا ماشینهای هونینگ فرم آزاد ، صیقل دادن، دبر زدایی و ایجاد شعاع لبهای بر روی اجزا با فشار دادن یک پلیمر حاوی مواد ساینده از طریق سوراخها، سوراخها یا حفرههای قطعه. محیط ساینده دارای قوام خاک رس یا بتونه مانند است. پرداخت های سطحی به اندازه 3 تا 4 میکرو اینچ امکان پذیر است. دستگاههای هونینگ فرم آزاد میتوانند سوراخهایی با شکلها و قطرهای پیچیده به کوچکی 0.008 اینچ را جلا دهند.
دستگاههای هون یا برسهون انعطافپذیر از برسهای ساینده، برسهونها یا برسهای هونینگ نصب شده بر روی شفت، دوک یا پرس مته استفاده میکنند. برس هان ها، برس های هونینگ یا هون های انعطاف پذیر از شکل های مخصوص توپ پر از مواد ساینده متصل به یک رشته تشکیل شده اند. ابزار Flex-Hone® از Brush Research Manufacturing نمونه خوبی از یک سنگ شکن انعطاف پذیر بسیار مهندسی شده است. همانند تراشیدن فرم آزاد، برس هان ها فقط سطح و لبه ها یا شعاع های پوسته زدایی را بدون اصلاح یا اصلاح اعوجاج های فرم هندسی اصلاح می کنند. هون های انعطاف پذیر به نام های فلاتو هون، فلاتو برس هون، هون گلوله ای، سنگ انگور، سنگ خراش مهره ای، خرطومی برس بطری، لعاب شکن و سنگ شکن گلس نیز شناخته می شوند.
میکروفینیشرها یا ماشینآلات میکروفینیشینگ ماشینهای لپینگ تخصصی هستند که از نوارهای چسباننده برای چسباندن یا ریزپلاس کردن ژورنالهای یاتاقان یا سایش سطوح روی میل لنگ، میل بادامک و میلهای محرک استفاده میکنند. این فیلم در اطراف سطح ژورنال پیچیده می شود و در حالی که دستگاه لپینگ میل لنگ را می چرخاند در برابر سطح نگه داشته می شود. میل لنگ میکرو پولیش شده برداشته می شود و نوار برای قسمت بعدی پیش می رود. میل لنگ ممکن است یک مرحله لپبندی اضافی را با ترکیب لایهبندی یا فرآیند دوغاب طی کند. IMPCO Microfinishing و Thielenhaus Technologies نمونه هایی از تولید کنندگان ماشین آلات میکروفینیشینگ هستند.
ماشین آلات تکمیل تخصصی
ماشینهای صفحهنمایش مکانیکی شیمیایی (CMP) از یک فرآیند پرداخت دوغاب شیمیایی برای تولید و حفظ سطح و نیاز به صافی و حذف لایههای دیالکتریک و فلزی در طی مراحل مختلف پردازش ویفر سیلیکونی یا ساخت تراشههای نیمهرسانا استفاده میکنند. دوغاب های CMP حاوی ذرات دانه ساینده و مواد شیمیایی هستند که به سطح ویفر حمله کرده یا حکاکی می کنند. ویفر در یک حامل ویفر دوار نگه داشته می شود، که به سمت پایین در برابر یک پد CMP چرخان که با دوغاب CMP غرق شده است، فرو می رود. بدون یک لایه مداری سطحی تقریباً کاملاً مسطح و صاف نمیتوان ساخت.
ماشینهای الکترو پولیش از یک فرآیند الکتروشیمیایی برای حذف مواد از یک بخش فلزی در فرآیندی مشابه آبکاری معکوس استفاده میکنند. ماشین های الکترو پولیش شامل یک حمام کنترل شده با دمای الکترولیت (معمولا اسید سولفوریک و اسید فسفریک) و یکسو کننده DC (منبع تغذیه DC) می باشند. این قطعه به عنوان آند عمل می کند و به صورت الکتریکی به ترمینال مثبت یکسو کننده برق DC متصل می شود. یک کاتد نامحلول تیتانیوم یا آلیاژ به ترمینال منفی یکسو کننده متصل است. در اکثر کاربردهای سنگ زدایی و پرداخت، پوشش های سطحی تولید شده معمولاً بین 0.1 تا 0.8 میکرون رادیوم هستند.
ماشینهای تکمیل مغناطیسی از دوغابهای ساینده مغناطیسی رئولوژیکی استفاده میکنند که ویسکوزیته یا سفتی آنها را با اعمال میدان مغناطیسی در میلیثانیه تغییر میدهد. سیالات مغناطیسی رئولوژیکی «سیالات هوشمند» حساس به مغناطیسی هستند که حاوی آهن یا ذرات فرومغناطیسی هستند. سطح قطعه، که اغلب یک لنز یا جزء نوری است، در یک سیل یا نوار مغناطیسی مملو از مواد ساینده فرو میرود. نیروهای میدان مغناطیسی یک ساختار ذرات آهنی سفت ایجاد می کند که ذرات ساینده را بر روی سطح قطعه کار مجبور می کند.
ماشینهای درگ فینیشینگ نوعی ماشین تکمیل انبوه هستند که در آن قطعات بزرگتر در نگهدارنده مخصوص طراحی شده بسته میشوند و سپس با حرکت چرخشی از طریق رسانههای پرداخت یا پرداخت کشیده میشوند. پرداخت با کشیدن از برخی فرورفتگی ها یا خراشیدگی های قسمت به قسمت یا قسمت به دیوار جلوگیری می کند. دیسکهای موتور هوا، ایمپلنتهای پزشکی، تیغههای توربین برای موتورهای ثابت یا هواپیما، اجزای چرخ دنده، متهها، ابزارهای فرز و سایر اجزای ظریف از روش تکمیل درگ بهرهمند شدهاند.
مواد مصرفی
سنگها و ابزارهای سنگزنی : سنگها، سنگهای سنگتراش، میلههای سنگتراشی یا ابزارهای سنگتراشی از دانههای ساینده تشکیل شدهاند که با رزین، فلز، کربن، چوب پنبه یا شیشه شیشه/سفال به یکدیگر متصل شدهاند. دانه های ساینده معمولاً از اکسید آلومینیوم، کاربید سیلیکون، نیترید بور مکعبی و الماس تشکیل شده اند. سنگ های سنگ شکن با استفاده از یک نگهدارنده سنگ شکن با بلوک های نگهدارنده یا گوه های اضافی در صورت نیاز بر روی سنبه بارگذاری می شوند. در برخی از کاربردها، یک کفش هونینگ در مقابل یک هون وصل می شود. در موارد دیگر چندین سنگ هونینگ روی سنبه نصب می شود. سنبه یا دوک هونینگ توسط دستگاه هونگ چرخانده و نوسان می شود. سرعت برش بهینه (m/min، sfm) و فشار اعمال شده سنگ تراش (KPa، psi) با نوع مواد ساینده و قطعه کار متفاوت است. هونینگ پلاتو همچنین خراش برس ساینده یا توپک انعطاف پذیر را مصرف می کند.
سیالهای سنگزنی : در حالی که مصرف سیال سنگزنی هزینه زیادی ندارد، انتخاب نادرست میتواند منجر به زبری سطح بزرگتر و خراشهای تصادفی، بارگیری زبالهها در سنگ ساینده شود که سرعت حذف مواد و عمر سنگزنی را کاهش میدهد و جوش بین کفشهونینگ و قطعه کار را کاهش میدهد. . سیال های هونینگ برای شست و شو یا حذف ذرات ساییده شده مواد قطعه کار یا ضایعات استفاده می شود. سیال هونینگ معمولاً شامل روغن مستقیم، روغن معدنی یا چندین روغن مختلف است که برای رفع نیازهای کاربرد سنگزنی ترکیب شدهاند. روغن روانکاری عالی را ارائه می دهد و ویسکوزیته کافی برای جلوگیری از پچ پچ در مقایسه با مایعات مبتنی بر آب دارد. آب همچنین باعث زنگ زدگی و بوهای ناشی از رشد میکروبی می شود. سیالات مبتنی بر آب یا روغن-آب فقط برای برخی از فرآیندهای تخصصی یا درشت سنگ ریزه مورد نیاز هستند، زیرا حرارت زیاد معمولاً در طول بیشتر فرآیندهای سنگزنی تولید نمیشود. روغن مستقیم می تواند عمر ساینده را در مقایسه با سیالات مبتنی بر آب در بسیاری از کاربردهای ساینده بهبود بخشد.
مشخصات
متوسط زبری یک سطح با واحد Ra نشان داده می شود که با اندازه گیری ابعادی همراه است.
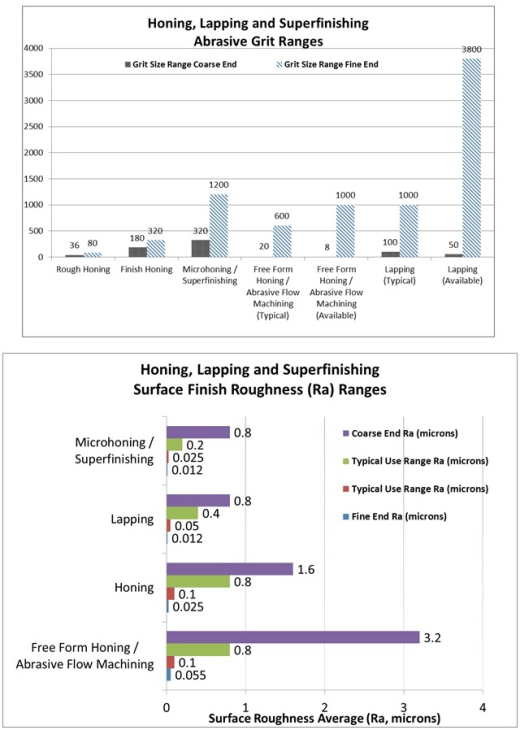
محدوده شن ساینده
محدوده سنگ ریزه برای فرآیندهای مختلف تراشیدن، لپینگ، و فوق تکمیلی در نمودار همراه نشان داده شده است. اندازه های ریز ریزتر پتانسیل ایجاد روکش صاف تر یا زبری سطح پایین تر را دارند. سنگریزههای درشتتر در اکثر موارد امکان حذف مواد بالاتری را فراهم میکنند، اما سطوح خشنتر و زبری بالاتری تولید میشوند. برای به حداکثر رساندن بهره وری، اندازه سنگ ریزه مناسب باید انتخاب شود تا حداکثر سرعت حذف مواد را فراهم کند و در عین حال، سطح مورد نیاز و مشخصات فرم قطعه را برآورده کند.
محدوده پایان سطح
فرآیندها یا ماشینهای لایهبندی و فوقفینیشینگ به بهترین سطح پرداخت یا کمترین زبری متوسط پالایش میدهند. فرآیند خاص برای انتخاب به عوامل اضافی مانند سرعت یا زمان چرخه برای تولید پایان مورد نیاز، حذف مواد مورد نیاز برای اصلاح اعوجاج و نوع پوشش یا الگوی مورد نیاز بستگی دارد. در برخی موارد چندین فرآیند مورد نیاز خواهد بود، مانند سنگ زنی ناهموار و به دنبال آن تکمیل فوق العاده و سپس لپینگ. نمودار دوم محدوده زبری سطح تولید شده در مصارف نهایی یا کاربردهای معمولی و قابلیت های گسترده تر برای فرآیندهای تکمیل را نشان می دهد.
ویژگی ها
افقی : دوک یا دوک ها به صورت افقی، موازی با زمین یا سطح زمین جهت گیری می کنند. دستگاه های هونگ افقی در قطعات کوچک و قطعات با سوراخ های کم عمق استفاده می شود. دستگاههای سکتهای دستی معمولاً ماشینهای افقی هستند.
عمودی : دوک ها یا دوک ها به صورت عمودی، عمود بر زمین یا سطح زمین جهت گیری می کنند. ماشینهای عمودی برای سنگزنی، میکروپلیشدن یا فوقالعادهکاری لولهها، شفتها و قطعات با سوراخهای بلند استفاده میشوند.
سر/دوک های چندگانه : دستگاه سنگ زنی، سوپرفینیشینگ یا لپینگ دارای سرهای متعددی برای تکمیل سوراخ های متعدد است، یا به این ترتیب دوک های مختلف می توانند محصولات ساینده با اندازه های مختلف سنگ ریزه را حمل کنند. ماشینهای چند هد اغلب ابعاد بخشی و تکمیل را تنها با یک پاس امکانپذیر میکنند.
اندازه گیری/مترولوژی انتگرال : دستگاه سنگ زنی، سوپر فینیشینگ یا لپینگ دارای مترولوژی ابعادی یا سطحی یکپارچه برای نظارت بر هندسه، ابعاد و پرداخت سطح است.
اتوماسیون
هیچ / دستی : ماشین نیاز به بارگیری دستی و سپس راه اندازی و عملیات دستی دارد. کاربران باید محصولات ساینده را تغییر دهند و پارامترهای دستگاه مانند سرعت، بار اعمال شده و جریان خنک کننده یا روان کننده را تنظیم کنند. رابط کاربری ممکن است شامل دکمه های فشاری، سوئیچ های پا، آویزها، یک صفحه نمایش لمسی یا یک رابط کاربری گرافیکی (GUI) باشد.
خودکار / نمایه سازی : ماشین به طور خودکار قطعات را بارگیری می کند و می تواند بدون دخالت کاربر کار کند. ماشین آلات محصول ساینده، قطعه کار و سایر پارامترها مانند سرعت، بار اعمال شده، یا میزان جریان خنک کننده یا روان کننده را به روشی از پیش برنامه ریزی شده تغییر می دهند یا تنظیم می کنند. آنها همچنین عمق یا موقعیت برش را برای دستیابی به حذف مواد، هندسه و پرداخت سطح مورد نیاز شاخص می کنند.
CNC : ماشین شامل ماشین ابزار کنترل عددی کامپیوتری خودکار (CNC) است. اینها می توانند به سادگی کنترل های خطی نقطه به نقطه باشند یا می توانند الگوریتم های بسیار پیچیده ای را انجام دهند که شامل چندین محور کنترل است. کنترلرهای CNC از یک زبان برنامه نویسی به نام G-code استفاده می کنند که از کنترلر برای کار با دستگاه دانلود می شود. M-code مجموعه ای استاندارد از کدهای ماشین ابزار است که معمولاً برای روشن کردن اسپیندل، مایع خنک کننده یا دستگاه های کمکی استفاده می شود.
PLC : ماشین شامل یک کنترلکننده منطقی قابل برنامهریزی (PLC) برای برنامهریزی و کنترل دنبالهای از عملیات ماشین است.
کامپیوتر کنترل می شود : ماشین از طریق یک رابط کامپیوتر شخصی که از سیستم عاملی مانند Microsoft Windows® استفاده می کند، کنترل یا برنامه ریزی می شود. ماشین ها چرخ سنگ زنی یا محصول ساینده، قطعه کار یا پارامترهای دیگر مانند سرعت، بار اعمال شده، یا میزان جریان خنک کننده یا روان کننده را به روشی از پیش برنامه ریزی شده تغییر می دهند یا تنظیم می کنند.
منبع