ماشین آلات خم کاری لوله
به روز رسانی شده در ۱۴۰۵/۴/۳۰ زمان مطالعه 10 دقیقهدستگاه های خم کن لوله و لوله برای خم کردن لوله ها و لوله ها برای تولید قطعات نهایی استفاده می شود. لوله ها مجراهای ساختاری و توخالی هستند که به عنوان خطوط جریان سیالات و گازها در کاربردهای پنوماتیک، هیدرولیک، پزشکی و فرآیندی استفاده می شوند. لوله ها با قطر بیرونی آنها اندازه گیری می شوند و معمولا کوچکتر و سخت تر از لوله ها هستند. لوله ها مخازنی هستند که در سیستم های انتقال مایعات و جامدات استفاده می شوند. آنها معمولاً قطر بیشتری دارند و بدون توجه به ضخامت دیواره با قطر داخلی آنها اندازه گیری می شوند. تجهیزات خمش و ساخت لوله و لوله برای انجام عملیاتی مانند خم کردن، تاب دادن، شعله ور شدن و مهره زدن استفاده می شود.
نمایش تمام تولید کنندگان ماشین آلات خم لوله و لوله
هفت نوع اصلی از ماشین های خم کن لوله و لوله وجود دارد که هر کدام متفاوت عمل می کنند. همانطور که در زیر توضیح داده شد، نحوه کار هر دستگاه به چندین ویژگی بستگی دارد.

هیدروفرمینگ لوله ای
انواع ماشین آلات خم کن لوله و لوله
انواع مختلفی از دستگاه های خم کن لوله و لوله وجود دارد.
خمکنندههای کنترلشده عددی (CNC) خمهای با شعاع محکم، خمهای با شعاع بزرگ و خمهای بیضوی - همه در یک قسمت تولید میکنند. آنها ماشین های پیچیده ای هستند که سطح بالایی از بهره وری و تکرارپذیری را تضمین می کنند. خم کن های CNC برای ایجاد قطعات لوله ای پیچیده استفاده می شوند زیرا می توانند لوله را به طور خودکار دستکاری کرده و آن را با دقت قرار دهند. آنها از سه محور و یک کالسکه با موتور سرووموتور تشکیل شده اند که به طور خودکار فاصله بین خم ها و صفحه آن را تعیین می کند. خم کن های CNC دارای ویژگی های هیدرولیکی یا پنوماتیکی نیستند که منجر به تکرارپذیری و عملکرد بیشتر می شود. این ماشین ها در صنایع مختلفی از جمله خودروسازی، تهویه مطبوع، کشتی سازی و راه آهن کاربرد دارند. سه نوع دستگاه خم کن محور CNC وجود دارد:
دستگاههای خم کن لوله وکتور در مدلهای مختلفی عرضه میشوند و برای تولید خودکار لوله طراحی شدهاند. آنها در اندازه های مختلف، سرعت محور، و قابلیت کنترل برای شتاب و کاهش سرعت وجود دارند. مدل های پیشرفته از زنجیر استفاده نمی کنند. این ماشینها را میتوان برای لولههای هواپیما با استحکام بالا و کاربردهای لوله اگزوز خودرو استفاده کرد.
دستگاه های خم کننده لوله برقی وکتور خم پیشرفته ترین هستند و سطح بالایی از بهره وری، کیفیت و قابلیت اطمینان را ارائه می دهند. عملکرد الکتریکی ماشین ها نسبت به ماشین های خم کن لوله هیدرولیکی معمولی در مصرف انرژی صرفه جویی می کند. این ماشینها میتوانند چرخش سر خم را معکوس کنند و به اپراتورها در طول برنامههای خمشی پیچیده انعطافپذیری دهند. این دستگاه ها دارای یک رابط کاربری صفحه لمسی پیشرفته برای برنامه نویسی و نظارت بر بهره وری هستند.
دستگاه های خم کن سر مداری انعطاف پذیری قابل توجهی را ارائه می دهند و می توانند برای خمش لوله های CNC پیچیده استفاده شوند. این ماشین ها بدون زحمت قطعات لوله ای را با سیم پیچ، اتصالات و شیلنگ تولید می کنند و همچنین می توانند به راحتی با تجهیزات بارگیری و تخلیه خودکار ادغام شوند. آنها با کنترل های کامپیوتری روی صفحه نمایش لمسی با وضوح بالا استفاده می شوند. ویژگی های پیشرفته این ماشین ها به چرخش همزمان هد و کلت ها در اطراف قطعات کمک می کند که باعث کاهش زمان چرخه و تضمین توان عملیاتی بهینه می شود. ماشین ها راه حلی ایده آل برای تهویه مطبوع، خودرو، کامیون و سایر کاربردهای پیچیده هستند.
تجهیزات هیدروفرمینگ از فشار سیال برای تشکیل مواد آهنی یا غیرآهنی به شکل قالب استفاده می کنند. اجزای ماشین شامل پرس هیدرولیکی، تقویت کننده های فشار، سیستم آب هیدروفرم و واحد هیدروفرمینگ می باشد. پرس یک حفره قالب ریخته شده را باز و بسته می کند تا اجازه دهد یک قسمت خالی وارد شود و محصول نهایی خارج شود. یک پمپ فشار داخلی را تامین میکند و سیلندرهای قوچ انتهای لوله را میبندند تا فشار را برای تغییر شکل به دام بیندازند. از مزایای استفاده از این فرآیند می توان به کاهش وزن، کاهش قطعات و افزایش گزینه های طراحی اشاره کرد. هیدروفرمینگ می تواند هندسه منحصر به فردی را در یک فرآیند ایجاد کند.
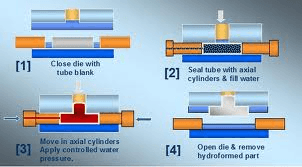
فرآیند هیدروفرمینگ
دستگاه های خم کن و فشار خم کن یک لوله یا لوله را در قالب قرار می دهند. لوله یا لوله در دو سر نگه داشته می شود و قوچ روی محور مرکزی پیش می رود تا لوله را خم کند. لوله یا لوله در داخل و خارج از انحنا تغییر شکل داده است. بسته به ضخامت لوله یا مواد لوله، این فرآیند باعث تغییر شکل لوله یا لوله به شکل بیضی می شود. این ساده ترین و کم هزینه ترین فرآیند خمش است. خمش قوچ بهتر است برای لوله های برق و محصولات مشابه نور سنج استفاده شود.
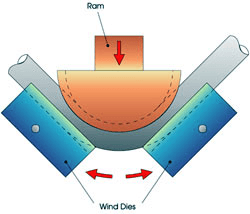
خم شدن قوچ.
تجهیزات خمشی حرارتی یک سیم پیچ القایی را در اطراف لوله یا لوله قرار می دهد و هنگام عبور جسم از سیم پیچ گرم شده، نیروی خمشی اعمال می کند.
دستگاههای بستهبندی شن و ماسه یا خمکاری دال داغ لولهای را با ماسه پر میکنند، انتهای آن را درپوش میدهند و حرارت اعمال میکنند. لوله با استفاده از نیروی مکانیکی به دور پین ها خم می شود. این فرآیند اعوجاج در سطح مقطع لوله را به حداقل می رساند.
خم کن های سنبه یا خم کن های چرخشی یک سنبه، یک قالب ثابت خم کن متحرک را در حین خمش وارد لوله یا لوله می کنند تا شکل و قطر آن حفظ شود و خم ها تغییر شکل ندهند. سنبه لوله را به صورت داخلی پشتیبانی می کند و تضمین می کند که انحنای داخلی لوله به بهترین شکل ممکن خم می شود و تغییر شکل نمی دهد. این رایج ترین فرآیند خمش است. خم شدن سنبه پایان خوبی را حفظ می کند و بهترین استفاده را برای نرده ها، آهن کاری های تزئینی، لوله های اگزوز، رول قفس و تمام لوله های ضد زنگ و آلومینیومی دارد.
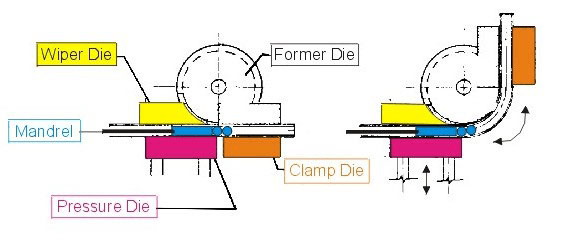
ماندرل بندر.
رول خم کن ها تجهیزات خمش و ساخت لوله هستند که از سه غلتک برقی در آرایش مثلثی استفاده می کنند. برخلاف خمش سنبه، داخل لوله یا لوله پشتیبانی نمی شود. غلتک بالایی فشار رو به پایین وارد می کند، در حالی که دو غلتک پایین فشار می آورند تا لوله را تغییر شکل دهند. می توان از دو یا سه غلتک رانده استفاده کرد و فرآیند را می توان به صورت دستی یا هیدرولیکی تنظیم کرد. این فرآیند زمانی بهترین استفاده را دارد که شعاع بزرگ مورد نیاز باشد مانند ساخت سایبان و سایر موارد گرد.
ماشین آلات خم کن لوله و لوله نیز شامل:
تجهیزات کویلینگ
تجهیزات خمشی دیواره نازک
تقویت کننده های خم کن
خم کن هندریل
آرنج خم کن
قابلیت ها
قابلیت های اضافی برای ماشین های خم لوله می تواند شامل فرآیندهای مختلفی باشد.
بازپخت و عملیات حرارتی فرآیندی است که طی آن یک فلز تا دمای خاصی گرم می شود و سپس اجازه می دهد تا به آرامی خنک شود. بازپخت به فلز اجازه می دهد تا راحت تر بریده شود و شکل داده شود.
سفت کردن و صیقل دادن سطح زبر را صاف می کند. سفت کردن را می توان در یک حرکت برشی انجام داد که با حرکت قطعه کار در خلاف جهت چرخ با فشار متوسط تا سخت یا با حرکت رنگی سطحی صاف، نیمه روشن و یکنواخت می دهد تا سطحی روشن، براق و تمیز به دست آورد. با حرکت قطعه کار به سمت چرخ با فشار متوسط تا کم.
دو حرکت بافر اساسی
صاف کردن انتهایی یک عملیات پرس پانچ است که یک انتهای لوله صاف برای مجموعه های لوله ای ایجاد می کند. قالب تخصصی قادر است انتهای لوله را صاف کند، گوشه ها را برش داده و سوراخی برای بستن لوله ایجاد کند.
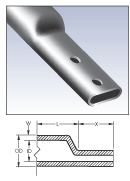
به صاف کردن پایان دهید.
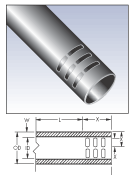
عملیات شکاف بر اساس جزئیات و کاربرد شکاف های مورد نظر متفاوت است. این فرآیند را می توان با استفاده از پرس پانچ، ماشین کاری یا عملیات لیزر انجام داد. پرس پانچ به دلیل مقرون به صرفه بودن برای ساخت ایده آل است و عملیات ماشینکاری یا لیزری برای طرح های لوله ای و پیچیده بهترین است.
ناچینگ تکنیکی است که پرس پانچ را با قالب مخصوص پانچ ترکیب می کند تا انتهای لوله را تغییر شکل دهد. بریدگی امکان مونتاژ لوله ها را با اتصال دهنده لوله یا جوشکار فراهم می کند.
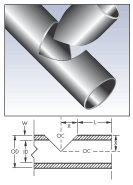
بریدگی کناری.
سوراخ کردن گودی می تواند یک یا دو گودی باشد. سبک دابل گودی از دو مشت مجزا استفاده می کند که در طول چرخه پرس به سمت یکدیگر حرکت می کنند. این سبک بدون تکیه گاه مشت می کند تا گودی ایجاد کند. پانچ های تک سوراخ دارای پانچ هستند که از یک طرف از طریق لوله عبور می کند. برای اطمینان از تمیز بودن سوراخ دوم و بدون فرورفتگی، پشتیبانی در پایین لوله ارائه شده است.
پانچ سوراخ سنبه از یک تکیه گاه داخلی استفاده می کند تا قطر بیرونی هنگام ایجاد سوراخ تغییر نکند. این سبک زمانی استفاده میشود که لولهها باید داخل یکدیگر قرار بگیرند، زیرا دقیقتر است و تحملهای محکمتری دارد، حتی اگر گرانتر از سوراخ کردن سوراخها باشد.
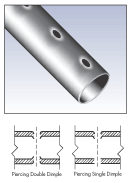
سوراخ کردن (گودی) مشت زدن.
ویژگی های لوله و لوله
هنگام انتخاب لوله و ماشین آلات خمش لوله باید ویژگی های لوله ها و لوله ها را در نظر گرفت. اینها شامل مواد و شکل لوله است که هر دو می توانند بر نوع تجهیزات مورد نیاز تأثیر بگذارند.
مواد
بسیاری از لوله ها و لوله های خم شونده از موادی مانند:
آلومینیوم
برنج
فولاد کربن
فولاد ضد زنگ
مس
آلیاژهای نیکل
پلی وینیل کلراید (PVC)
پلاستیک
تیتانیوم
سوپرآلیاژها
شکل
اکثر لوله ها و لوله ها استوانه ای هستند. با این حال، برخی از فرآیندها محصولاتی با مقاطع مختلف تولید می کنند که عبارتند از:
بیضی شکل
گرد
مربع
مستطیل شکل

اشکال لوله
عملیات
برخی از ماشین آلات خم کردن لوله و لوله می توانند عملیات اضافی از جمله:
تکان دادن
شعله ور شدن
بریدگی
تثبیت
مونتاژ کردن
مهره زدن
منبع