
ماشین های برش (ورق کاری)
به روز رسانی شده در ۱۴۰۵/۲/۲۶ زمان مطالعه 10 دقیقه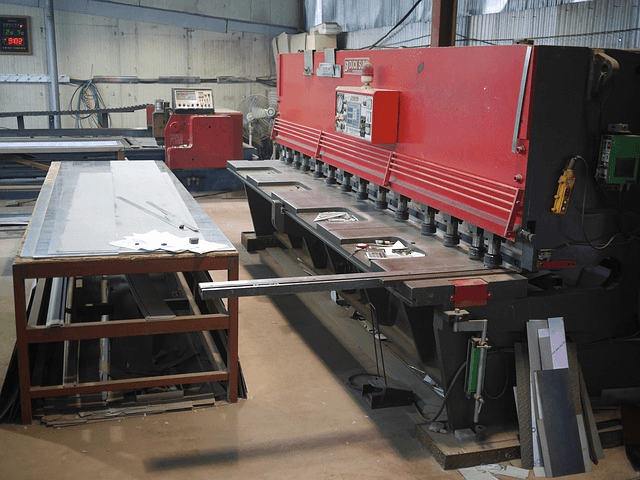
چهار روش اصلی برای شکل دادن به ورق فلز وجود دارد:
خم شدن
برش دادن
نورد
چرخیدن
اولین گام در ساخت یک جزء ورق فلز برش به اندازه است. ماشین های برش و ماشین های برش این وظیفه را انجام می دهند. دستگاه های برش دستگاه های چند منظوره ای هستند که در برش آلیاژها و سایر ورق های فلزی استفاده می شوند. برخی از ماشین های برش از عمل برشی زاویه ای و قیچی برای برش فلز به ورق یا نوار استفاده می کنند. سایر ماشینهای بزرگتر از یک عمل برشی مستقیم با تیغه ثابت در زاویهای بر خلاف حرکت زاویهای استفاده میکنند. عملیات برشی با عمل دو تیغه انجام می شود که یکی در بستر برشی ثابت و دیگری به صورت عمودی با فاصله کم یا بدون فاصله حرکت می کند. عمل برشی به تدریج از یک طرف ماده به سمت دیگر حرکت می کند. پیکربندی زاویه ای تیغه ها را چنگک می گویند. هم چنگک و هم خلاصی تابعی از نوع و ضخامت ماده ای هستند که قرار است برش داده شوند. در قیچی نوع پرس تیغه بالایی نسبت به تیغه پایینی حدود 5/0 تا 5/2 درجه مایل است. برش معمولی شامل یک بستر ثابت است که یک تیغه روی آن نصب شده است، یک سر متقاطع به صورت عمودی پیشروی و یک سری پین ها یا پایه های نگهدارنده که مواد را در هنگام برش در جای خود نگه می دارند. یک سیستم اندازه گیری با توقف برای تولید اندازه های نهایی قطعه کار خاص استفاده می شود.
نمایش تمام تولید کنندگان ماشین های برش (ورق کاری)
انواع دستگاه برش (ورق فلزی)
انواع مختلفی از دستگاه های برش وجود دارد که می توان از آنها برای رفع نیازهای شغلی خاص خود استفاده کرد.
قیچی هوا/پنوماتیک از یک سیلندر پنوماتیک برای تامین انرژی هد متقاطع و تیغه بالایی استفاده می کند.
قیچی هیدرولیک توسط یک سیلندر هیدرولیک رانده یا نیرو می گیرد. پرس های هیدرولیک می توانند نیروهای بسیار بالایی را برای برش فلزات یا سایر مواد ایجاد کنند.
قیچی هیدرومکانیکی توسط یک سیلندر هیدرولیک یا موتور هیدرولیک هدایت می شود.
قیچی مکانیکی دارای تیغه متحرکی است که توسط یک موتور دوار از طریق پیچ، ضامن، اهرم یا مکانیزم های دیگر هدایت می شود.
قیچی های سروو رانده شده توسط اتصال مستقیم به سروو موتور هدایت می شوند.
قیچی های دستی با دست یا با نیروی دستی که با پیچ، اهرم یا مکانیزم های دیگر بزرگ می شود رانده می شوند.
ویژگی ها
ظرفیت/نیروی عملیاتی ، بار پرس عملیاتی مورد نیاز برای برش قطعه در طول تولید است. ظرفیت نامی یک پرس فشاری است که بر حسب تن، لغزنده یا رام هنگام کار در محدوده پرس، به طور ایمن در پایین ضربه وارد می کند. سکته مغزی حرکت قوچ از نقطه مرگ بالا (TDC) به نقطه مرگ پایین (BDC) است. سرعت ضربه، سرعت خطی لغزش یا رم در حین فشار دادن یا مراحل پیشروی رم است.
 مشخصات
مشخصات
هنگام تعیین و خرید تجهیزات برشی فلز، یک مورد مهم، ابعاد مورد نیاز برای تناسب با محدوده قطعه کار شما است.
ضخامت ورق/استوک ضخامت ورق یا شبکه ای است که می توان برش داد.
ورق/طول کار بزرگترین بعد فاصله کاری از راست به چپ است که می توان برش داد.
عمق گلو فاصله از خط مرکزی قوچ تا قاب پشتی در قاب شکاف، قاب C یا نوع پرس مشابه است.
کار با برش مستلزم رعایت دقیق رویه های ایمنی است. اپراتورهای ماشین می توانند برش را با استفاده از چندین روش فعال کنند.
عملکرد دستی (سوئیچ پا/آویز/دکمه فشاری) به صورت دستی از طریق یک دستگاه رابط اپراتور مانند کلیدهای پا، آویز یا کنترل های دکمه ای کنترل می شود.
واحدهای خودکار / نمایه سازی به طور خودکار قطعات را در سیستم بارگذاری می کنند و بدون دخالت اپراتور کار می کنند. ماشین ابزار و پارامترهای دیگر مانند سرعت یا بار اعمال شده را به شیوه ای از پیش برنامه ریزی شده تغییر می دهد یا تنظیم می کند. چندین امکان اتوماسیون عبارتند از
کنترل CNC یا یک کنترلر PLC که برای برنامه ریزی و انجام یک سری عملیات بر روی پرس استفاده می شود.
قیچی های کنترلی Windows ® / PC از طریق یک رابط رایانه شخصی کنترل یا برنامه ریزی می شوند.
ماشین های برش (ورق فلزی) نیاز به تعمیر و نگهداری دوره ای دارند. تیز کردن تیغه برشی باید به طور منظم انجام شود تا قیچی برش هایی با کیفیت پایین نداشته باشد. علاوه بر این، باید از تجهیزات مناسب برای تیز کردن برشی استفاده شود. با تیغه های برشی، زاویه لبه برش و پایان آسیاب، عوامل مهمی در تعیین عملکرد برشی و طول عمر هستند. اغلب، تامین کنندگان قیچی و تجهیزات برش ممکن است یک برنامه تعمیر و نگهداری ارائه دهند و قطعات جایگزین و خدمات تیز کردن را ارائه دهند.
منبع