
پرسهای بریک
به روز رسانی شده در ۱۴۰۵/۳/۱۳ زمان مطالعه 10 دقیقه ابزار پرس بریک شامل قالب ها و پانچ هایی است که با پرس بریک برای شکل دادن، خم شدن یا صاف کردن ورق فلز استفاده می شود.
ابزار پرس بریک شامل قالب ها و پانچ هایی است که با پرس بریک برای شکل دادن، خم شدن یا صاف کردن ورق فلز استفاده می شود.
ابزارهای پرس بریک همراه با پرس بریک استفاده می شوند که به صورت بوم یا پرس سنگین به منظور شکل دادن و خم شدن ورق فلز عمل می کنند. پرس از یک پانچ برای فشار دادن ورق فلزی به داخل قالب استفاده میکند که باعث ایجاد چین دائمی و تغییر شکل فلز میشود. پرس ترمزها و ابزارهای همراه آنها بدون دستگاه گرمایش خارجی کار می کنند. گرما و اصطکاک ابزارهای پرس برای تغییر شکل مواد کافی است. ابزارهای پرس ترمز معمولاً فولادی هستند، اما مواد دیگری مانند یورتان وجود دارد.
نمایش همه سازندگان پرسهای بریک
در زیر پیکربندی های پانچ و قالب مورد استفاده برای ارائه انواع خم ها برای ورق های فلزی وجود دارد:
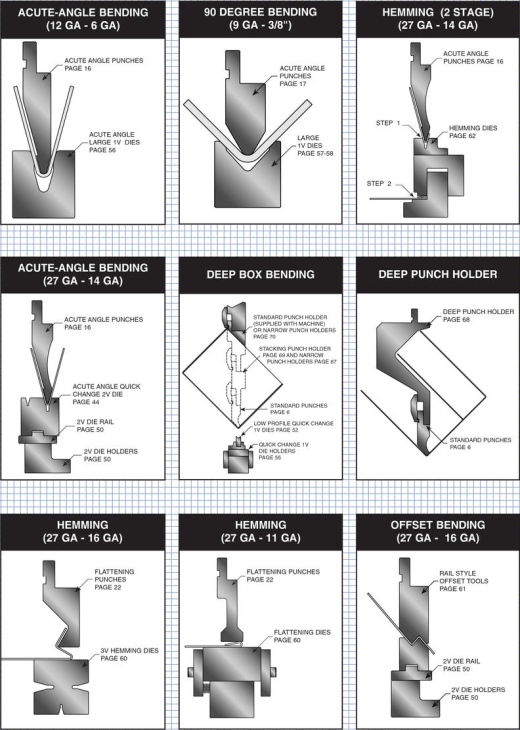
انواع خمش
تاشو : کنارههای ورق بسته میشوند، سپس تیر خم بین گیرهها امتداد مییابد و ورق را در اطراف پروفیل خم میچرخاند. زاویه خم با زاویه تاشو تیر خمشی، هندسه پانچ و قالب و ویژگی های مواد تعیین می شود. این فرآیند ساده به ندرت به ورق فلز آسیب می رساند.
پاک کردن : در این نمونه، ورق فلز در وسط گیره می شود و از ابزارهای خمشی برای تاب برداشتن فلز با اعمال گشتاور در کناره های گیره استفاده می شود. این فرآیند سریعتر از تا کردن است، اما ممکن است به ورق فلز آسیب برساند.
تغییرات در خم شدن
خمش هوا : در واقع نوعی خمش سه نقطه ای است که پانچ مواد را به قالب فشار می دهد، اما با عمیق ترین نقطه قالب تماسی برقرار نمی کند. زوایای خمش و مواد متعدد را می توان در این تکنیک انعطاف پذیر استفاده کرد زیرا چین خوردگی به مقاومت ماده بستگی دارد. با این حال، درایو پانچ باید دقیق باشد و ممکن است منجر به برگشت فنری شود. | 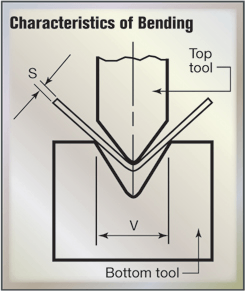 |
ته نشینی : تغییری از خمش هوا، ورق فلز توسط یک پانچ گرد به عمق پایین قالب هدایت می شود. پانچ مستقیماً مسئول زاویه چین شده به ورق فلز است، بنابراین هر زاویه به یک مجموعه ابزار منحصر به فرد نیاز دارد. ته چین دارای حداقل فنر است. | 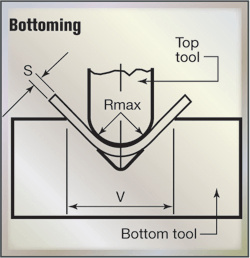 |
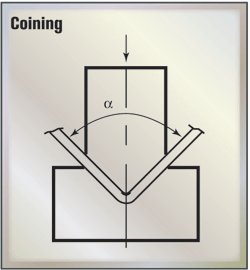
سکه زنی : پانچ ورق فلزی را با نیروی سنگین به پایین قالب خرد می کند و در نتیجه خم های بسیار دقیقی ایجاد می کند. سکه تقریباً هیچ بازگشتی ندارد. برای ایجاد زوایای مختلف، تولینگ باید تعویض شود. ضرب سکه نیز یک روش پرس گران است. |
اعتبار تصاویر: مجله Metal Forming Magazine |
خمش سه نقطه : یک روش جدیدتر، این یکی دیگر از انواع خمش هوا است. عمق قالب این روش از نظر ارتفاع قابل تنظیم است و هنگامی که پانچ ورق فلزی را به پایین قالب می راند، خمیدگی دقیقی را ارائه می دهد. این روش همچنین می تواند چندین زوایای خمشی را ارائه دهد، اما گران است و لوازم جانبی محدودی دارد. |
عوارض پرسهای بریک
ناهمسانگردی : ورق فلز با فرآیند نورد تولید می شود که ساختار کریستالی فلزی را در طول ورق کشیده می شود. این می تواند ویژگی های چکش خواری هر ورق جداگانه را تغییر دهد.
برگشت فنری : در نزدیکی مرکز خم، یک منطقه کم تنش وجود دارد که تنها تغییر شکل الاستیک در آن رخ می دهد. پس از خم شدن، این ناحیه مقداری از شکل اولیه خود را حفظ می کند. ورق های سفت تر دارای سطوح بالاتری از فنر برگشتی هستند، اما می توان از ترمزهای فشاری برای محاسبه برگشت فنری استفاده کرد.
جوش زدن : گاهی اوقات، تکه های فلزی یا ذرات ممکن است در طول فرآیند خم شدن به پانچ گیر کنند. اگر برداشته نشود، می تواند خمش را تغییر داده و به ورق آسیب برساند.
انحراف ماشین : هنگامی که فشار زیاد اعمال می شود، ممکن است ابزار بالایی نسبت به ابزار پایین تراز نباشد و در نتیجه خمش ناهموار در سراسر ورق ایجاد شود. این را می توان با سیستم های تنظیم خودکار برطرف کرد.

برخی از تولیدکنندگان حداکثر تناژ مجاز را که می توان برای ابزارهای شکست پرس اعمال کرد، ارائه می کنند. در مواردی که این ارائه نشده است، به عنوان یک قاعده مطمئن، هرگز تناژ کامل پرس را به طول کمتر از 60 درصد از قاب های جانبی اعمال نکنید. انجام این کار می تواند باعث بارگذاری بیش از حد یک بخش کوچک شود و باعث تغییر شکل مواد، پرس و ابزار شود.
منبع