بریزینگ مشعل
به روز رسانی شده در ۱۴۰۵/۵/۸ زمان مطالعه 10 دقیقهاطلاعات کلی
همانطور که از نام این روش مشخص است، حرارت لازم برای لحیم کاری سخت، از شعله یک گاز سوختنی تامین میشود. گاز مورد استفاده با هوا و اکسیژن ترکیب شده و به وسیله مشعلهایی که تورچ نام دارند، به محل اتصال دمیده می شود. به این ترتیب، شعلۀ حاصل، حرارت مورد نیاز برای بریزکاری را ایجاد میکند. در این هنگام، فلز پُرکننده که برای اتصال فلزهای پایه در نظر گرفته شده، به صورت دستی وارد گردیده و ذوب میشود. روش شعله ای را هم میتوان به صورت دستی و هم به شکل اتوماتیک اجرا کرد.

جهت اطلاعات بیشتردرخصوص بریزینگ به سایت Taksaan.ir مراجعه کنید.
حرارت دهی
نحوه حرارت دهی ناحیه اتصال نقش بسزایی در کیفیت جوش دارد ، فلز مذاب بدنبال حرارت حرکت میکند و جهت نفوذ به ناحیه اتصال میبایست نکاتی را رعایت کرد.هرگاه قطعات دارای ضخامت و جنس مشابه باشند ، حرارت باید بطور مساوی بین دو قطعه توزیع شود، نحوه توزیع حرارت برای لوله ها در شکل زیر نشان داده شده است.
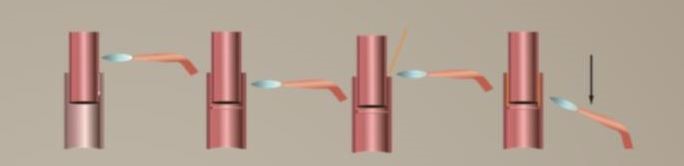
در شکل اول از سمت چپ ، ضخامت نر و مادگی لوله ها یکسان است ، بنابراین حرارت دهی از لوله نری شروع میشود و سپس ناحیه مادگی ( طوری که حرارت هر دو یکسان شوند ) ، و بعد فلز سیم جوش اعمال میشود.با تغییر ضخامت قطعات ، نحوه حرارت دهی تغییر میکند ، در واقع قطعه ضخیم تر ابتدا حرارت دهی میشود ، برای قطعات غیر همجنس ضریب حرارتی را مدنظر قرار دهید
نکته دیگر در فرایند گرما دهی ، سرعت ان است ، الیاژ های لحیم کاری سخت داری دو نقطعه مهم مایع شدن (Liquidus ) جامد شدن و هستند،(Solidus) هر چقدر فاصله این دو نقطه بیشتر باشد ( طبق بروشور فنی استاندارد ) سرعت حرارت دهی نیز باید بالاتر باشد.در غیر اینصورت الیاژ سیم جوش خمیری میشود و دچار جدایش عناصر می گردد ، که نهایتا منجر به اتصال معیوب می گردد.

منابع:
گرداوری ازاطلاعات ومستندات موجوددراینترنت