جوش مقاومتی نقطه ای
به روز رسانی شده در ۱۴۰۵/۵/۸ زمان مطالعه 10 دقیقهاطلاعات کلی
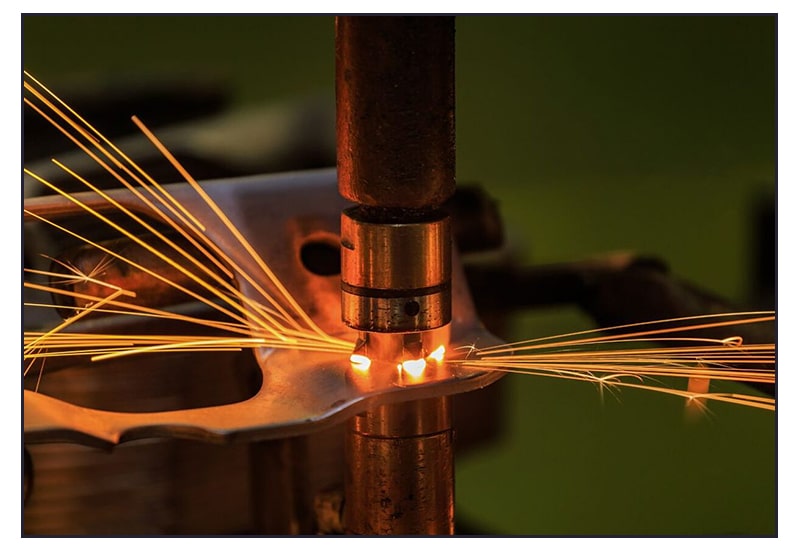
جوشکاری نقطه ای (spot welding) یکی از انواع جوشکاری مقاومتی است که از آن برای اتصال و جوش تعدادی ورق استفاده می شود. روش کار در این جوشکاری به این صورت است که با اعمال گرما و فشار فرایند جوش انجام می شود. مکانیزم جوش مقاومتی و فرایند جوشکاری نقطه ای به این صورت است که به وسیله الکترود های مسی، به سطح ورق های مورد نظر جریان برق و گرما انتقال داده می شود. با این کار مواد ذوب شده و فرایند جوش صورت می گیرد؛ سپس جریان برق قطع می شود و با اعمال فشار مکانیزم اتصال تکمیل می شود.
گرما و فشار توسط دو الکترود مسی به نقطه مورد نظر اعمال شده و باعث می شود تا جوش نقطه ای به وجود بیاید. استفاده از مس به این دلیل است که فلز مس رسانای قوی است و گرمای بیشتری را منتقل می کند. دلیل نام گذاری جوشکاری نقطه ای نیز به این خاطر است که جوشکاری در نقطه های مشخص شده انجام می شود. این روش یکی از قدیمی ترین انواع جوشکاری مقاومتی است که کاربرد گسترده ای دارد و سرعت و دقت کار در این روش بسیار بالا است.
کاربردجوشکاری نقطه ای
جوشکاری نقطه ای جمله روش های پرکاربرد است که در موارد مختلفی مورد استفاده قرار می گیرد. کار با این روش بسار راحت است و در صورت داشتن کمی مهارت می توان از آن استفاده کرد. جوشکاری مقاومتی نقطه ای در صنایع و مشاغل مختلفی جهت ساخت و ساز استفاده می شود. در زیر به مهم ترین کاربرد های آن اشاره می کنیم.
صنعت اتومبیل سازی
صنایع هوا و فضا
صنعت راه آهن
ساخت مخازن فلزی
صنایع الکترونیک
مزایای جوشکاری نقطه ای
یکی از دلایل اینکه جوش مقاومتی نقطه ای کاربرد های گسترده ای دارد؛ مزیت ها و ویژگی های آن است. مزایا از جمله مواردی است که در شکل گیری جوش مقاومتی تاثیر گذار است. در ادامه مهم ترین و اصلی ترین مزیت های این روش از جوشکاری را بیان می کنیم.
مدت زمان کوتاه فرایند جوشکاری
الکترود های غیر مصرفی
امنیت بالا در حین جوشکاری به دلیل ولتاژ کم
دوستار محیط زیست و دارای خروجی جوشکاری تمیز
اتصال الکترومکانیکال قابل اعتماد
عدم وجود پاشش در جوش
معایب جوشکاری نقطه ای
همانطور که جوشکاری نقطه ای دارای مزیت های بسیاری است؛ معایبی نیز دارد. این معایب به اندازه ای نیست که بتواند در روند و فرایند جوش خللی به وجود آورد. برای شناخت هرچه بهتر از معایب این روش جوشکاری در زیر به آنها اشاره می کنیم.
دسترسی کامل باید به هر دو الکترود باشد.
هر دستگاه، جوش مقاومتی با ضخامت خاص را انجام می دهد.
اتصال و جوش فقط در نقطه تماس الکترود با فلز انجام می شود.
ظاهر جوشکاری مناسب نیست و ترکیب بدی دارد.
اگر فشار کافی نباشد اتصال و جوش رخ نمی دهد.
پارامترهای موثردرجوشکاری نقطه ای
در زمانی که می خواهیم جوشکاری مقاومتی نقطه ای را انجام دهیم نیاز به رعایت برخی اصول است. یکی از عوامل موثر میزان شدت جریان است و اینکه چه زمانی را باید در اختیار داشته باشیم تا جریان منتقل شود. این عامل را می توانیم با کمک دستگاه جوش تغییر دهیم. یکی دیگر از عوامل مربوط می شود به مقدار مقاومت الکتریکی که همین مورد به عوامل مختلفی بستگی دارد. در زیر به این عوامل اشاره می کنیم.
میزان فشار وارده از سوی الکترودها به قطعه کار
شکل، اندازه و جنس الکترودها
جنس و مقاومت گرمایی و الکتریکی قطعه
میزان کثیفی و صیقلی بودن قطعه کار
تجهییزات موردنیازجوشکاری نقطه ای
برای اینکه بتوانیم فرایند و عملیات جوشکاری مقاومتی نقطه ای را انجام دهیم نیاز به تجهیزات و لوازم مناسب با این روش از جوشکاری داریم. اولین وسیله مورد نیاز دستگاه جوشکاری است که با کمک آن بتوانیم جریان مورد نیاز برای جوش را فراهم کنیم. از جمله دیگر موارد که مهم است و باید در حین جوشکاری در اختیار داشته باشیم انبر اتصال و انبر نگهدارنده الکترود ها می باشد.
علاوه بر تجهیزاتی که به آنها اشاره کردیم در برخی موارد نیاز به وسایل پیچیده تری نیز داریم. برخی از این تجهیزات پیچیده شامل ربات های جوشکاری و دستگاه های اتوماسیون می باشد
منابع:
https://arvatools.com