
تجهیزات جوشکاری، بریزینگ و لحیم کاری
به روز رسانی شده در ۱۴۰۵/۳/۱۳ زمان مطالعه 10 دقیقه
تجهیزات جوشکاری، لحیم کاری و لحیم کاری برای اتصال دو ماده - اغلب فلزات - به یکدیگر استفاده می شود. خود تجهیزات ممکن است شامل یک سیستم یا ایستگاه کامل، منبع تغذیه، تفنگ یا مشعل یا یک مانیتور/کنترل کننده باشد.
نمایش تمام سازندگان تجهیزات جوشکاری، لحیم کاری و لحیم کاری
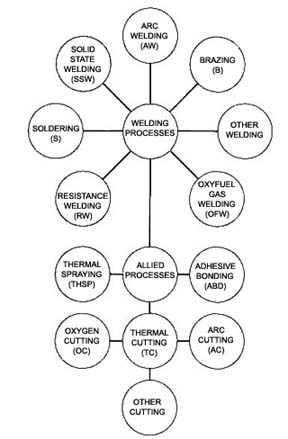
انجمن جوشکاری آمریکا (AWS) جوشکاری را اینگونه تعریف می کند: "فرایند اتصال مواد که با حرارت دادن آنها به دماهای مناسب با یا بدون اعمال فشار یا با اعمال فشار به تنهایی و با یا بدون استفاده از مواد پرکننده، ادغام مواد را ایجاد می کند. " AWS لحیم کاری و لحیم کاری را به عنوان عملیات فرعی جوش متمایز می کند، اگرچه آنها معمولاً فرآیندهای کاملاً متفاوت از جوشکاری در نظر گرفته می شوند.
تمایز بین جوشکاری، لحیم کاری و لحیم کاری در درجه اول به دمای فرآیند و روش اتصال بستگی دارد.
جوشکاری معمولاً دو قطعه کار را با ذوب کردن قطعات به یکدیگر متصل می کند. جوشکاری پلاستیک با استفاده از حلال ها از این قاعده مستثنی است. ممکن است از روش های مختلفی استفاده کند که در بخش اختصاصی زیر توضیح داده شده است. از بین سه فرآیند، جوشکاری از بالاترین دمای فرآیند استفاده می کند و ممکن است از آلیاژ پرکننده استفاده کند یا نباشد .
لحیم کاری از یک آلیاژ پرکننده با مایع (دمایی که در بالای آن کاملاً مایع است) بالای 450 درجه سانتیگراد و زیر جامد (نقطه ای که یک ماده در زیر آن کاملاً جامد است) از مواد پایه استفاده می کند. ساده تر، لحیم کاری دو قطعه پایه را با ذوب یک فلز پرکننده بین آنها و بدون ذوب آنها به هم متصل می کند. مانند جوشکاری، ممکن است از یکی از چندین روش گرمایش مختلف استفاده کند.
لحیم کاری شبیه لحیم کاری است اما تفاوت آن در این است که مایع پرکننده فلز (لحیم کاری) باید کمتر از 450 درجه سانتیگراد باشد. بنابراین لحیم کاری ممکن است نوعی لحیم کاری در دمای پایین در نظر گرفته شود.
برنامه های کاربردی
اگرچه جوش، لحیم کاری و لحیم کاری معمولاً با استفاده از گرما به قطعات کار میپیوندند، اما در سناریوها و کاربردهای بسیار متفاوتی استفاده میشوند. همانطور که در جدول زیر مشخص است، عوامل انتخاب فرآیند باید در نظر گرفته شوند شامل اندازه دسته (یا نیاز به اتوماسیون)، ضخامت پایه، مواد پایه، نوع اتصال و اندازه کلی مونتاژ.
فرآیند | مزایا | معایب | برنامه های کاربردی |
جوشکاری | استحکام بالا و مقاومت در برابر دما | اعوجاج احتمالی مقاطع پایه نازک به دلیل گرمای زیاد. خودکارسازی دشوار است؛ گران قیمت | اتصال قوی و دائمی پایه های بزرگ |
لحیم کاری | مفاصل تمیز؛ تحمل های سخت؛ آسان برای خودکار؛ سهولت اتصال فلزات غیر مشابه؛ نیمه برگشت پذیر | استحکام نسبتا ضعیف مفصل؛ مفاصل ممکن است در اثر دمای بالا آسیب ببینند. قبل از لحیم کاری فلز باید از قبل تمیز شود | مفاصل نازک و خطی؛ ساخت خودکار |
لحیم کاری | فرآیند برگشت پذیر | بیشتر مفاصل به دما حساس هستند. لحیم کاری ها معمولا بر پایه سرب هستند | لوله کشی، الکترونیک و فلزکاری پیچیده |
قابلیت جوشکاری مواد
قابلیت جوشکاری یک ماده ظرفیت آن را برای جوشکاری در یک ساختار رضایت بخش توصیف می کند. یک فلز پایه با جوش پذیری خوب منجر به فرآیند ساخت ساده تری می شود که جوش هایی با خواصی برابر یا بهتر از خود فلز به دست می دهد. موادی که جوش پذیری نسبتاً ضعیفی دارند ممکن است به فرآیندهای پیچیده یا گرانتری نیاز داشته باشند و ممکن است برای نتایج رضایتبخش به مواد اضافی مانند شار یا الکترودهای ویژه نیاز داشته باشند.
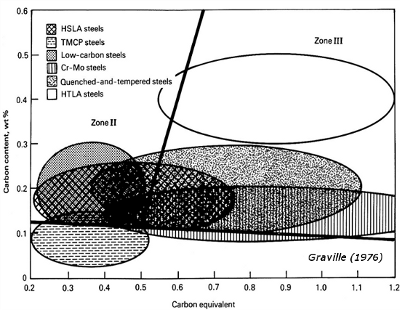
هنگام ساخت فولادها، محتوای کربن از اهمیت بالایی برخوردار است. در حالی که افزودن کربن به فولادها سختی میدهد، همچنین باعث میشود که پس از گرم شدن و سرد شدن سریع، انعطافپذیری و شکنندهتر شدن آنها کمتر شود. نمودار زیر سه ناحیه مربوط به محتوای کربن و جوش پذیری را نشان می دهد. فولادهای منطقه I (پایین ترین بخش نمودار زیر خط سیاه افقی) و منطقه II به ترتیب جوش پذیری عالی و منصفانه دارند، در حالی که فولادهای منطقه III بدون عملیات حرارتی گسترده تقریبا غیرقابل جوش هستند. توجه داشته باشید که تمام فولادهای با غلظت کربن 0.1٪ یا کمتر، بدون در نظر گرفتن معادل کربن بالا، جوش پذیری عالی دارند.
یادداشت نمودار : معادل کربن معیاری است که هم درصد کربن و هم درصد وزنی منگنز، کروم، سیلیکون، مولیبدن، وانادیم، مس و نیکل را در یک آلیاژ در نظر می گیرد.
عوامل زیر بر جوش پذیری فلز تأثیر می گذارد. آنها باید به دقت بررسی شوند و در صورت امکان کنترل شوند.
ترکیب شیمیایی
اثر تغییر دمای رادیکال بر عناصر آلیاژی
ویژگی های انبساط و انقباض فلز پایه
پرکننده فلزی
طراحی مشترک
روش جوشکاری
مفاصل
موفقیت جوشکاری و لحیم کاری به اتصالات صحیح بین مواد پایه بستگی دارد. هر فرآیند از انواع مختلف مفصل استفاده می کند.
در جوشکاری و لحیم کاری ممکن است از اتصالات لب به لب یا لبه استفاده شود، اگرچه انواع لب به لب در جوش و اتصالات لبه در لحیم کاری رایج تر است. جوش لب به لب برای اتصال قطعات تقریباً موازی استفاده میشود و ممکن است شامل لبههای قسمت پایه برای سادهکردن پر کردن مفصل یا جبران تاب برداشتن باشد. اتصالات لبه بر دو پایه همپوشانی دارند و در نتیجه اتصال قوی تری ایجاد می شود (از این رو محبوبیت آن در لحیم کاری، که مشخصاً اتصالات ضعیف تری نسبت به جوش ایجاد می کند). تصویر زیر چند اتصال لحیم کاری رایج را نشان می دهد که از اتصالات لب به لب و لبه در جوشکاری نیز استفاده می شود.
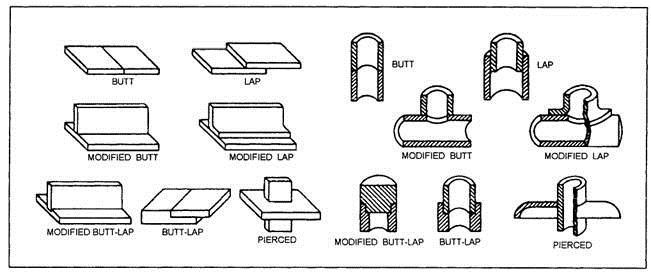
انواع اتصالات جوشی.
جوشکاری و لحیم کاری نیز ممکن است از اتصالات منحصر به فردی فراتر از انواع لب به لب و لبه استفاده کند. به عنوان مثال، AWS اتصالات جوش گوشه، لبه و سه راهی را در AWS A3.0 تشخیص میدهد . یک مفصل لحیم کاری اضافی، مفصل روسری است که شبیه به مفصل لب به لب است، اما شامل لبه های پایه زاویه دار برای افزایش ناحیه پیوند بدون افزایش ضخامت است.
جوشکاری

فرآیندهای جوشکاری ممکن است از یکی از چندین نوع فناوری برای تولید گرمای لازم برای اتصال استفاده کنند.
جوشکاری قوس الکتریکی شامل تعدادی از فرآیندهای مختلف است که همگی شامل یک الکترود مصرفی برای ایجاد قوس الکتریکی است. قوس فلزات پایه را در نقطه جوش ذوب می کند و به طور موثر آنها را به هم می پیوندد. جوشکاری قوس الکتریکی به منبع تغذیه، الکترود، نگهدارنده الکترود یا فیدر اسلحه ای و کابل کشی کافی برای اتصال الکترود و قطعه کار به منبع تغذیه نیاز دارد. این نوع همچنین به نوعی محافظ در برابر اکسیداسیون ناشی از آلودگی اتمسفر نیاز دارد که اغلب به شکل ماده پرکننده (مانند شار ) یا گاز نجیب است.
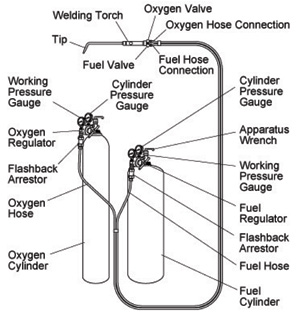
در جوشکاری گازی از گاز سوختنی (اغلب استیلن) و اکسیژن برای اتصال فلزات استفاده می شود. این ترکیب گاز اجازه می دهد تا دمای شعله تا 3500 درجه سانتیگراد، تقریبا دو برابر گرمتر از یک شعله پروپان/هوا باشد. تجهیزات درگیر شامل دو مخزن و دو دریچه - هر کدام برای گاز سوخت و اکسیژن - شیلنگ ها و یک مشعل دستی است.
جوشکاری مقاومتی دو الکترود متناظر را جفت می کند که جریانی تا 100000 A را از دو فلز در نقطه ادغام عبور می دهد. عمل اتصال توسط حوضچه های کوچک فلز مذاب حاصل می شود که در نتیجه تجمع گرما به دلیل مقاومت ایجاد می شود. این سیستمهای جوش را میتوان به ترتیب با استفاده از الکترودهای نوک تیز و چرخشکل به عنوان جوشکار نقطهای یا جوشکار درز طبقهبندی کرد.
جوشکاری لیزر و پرتو الکترونی فرآیندهای جدیدتری هستند که از لیزرهای بسیار متمرکز یا پرتوهای الکترونی استفاده می کنند. این سیستم ها قادر به نفوذ عمیق جوش در یک منطقه اتصال حداقل هستند و سریع و به راحتی خودکار می شوند.
جوشکاری حالت جامد شامل ذوب مواد پایه نمی شود. به عنوان مثال، جوشکاری اولتراسونیک با ارتعاش قطعات کار در فرکانس های بالا و فشار بالا به یکدیگر متصل می شود. فرآیندهای مشابه شامل جوشکاری اصطکاکی و جوشکاری پالس مغناطیسی است.
سه تنظیم رایج جوشکاری (از چپ به راست): قوس فلزی محافظ (SAW)، گاز و مقاومت.
جدول زیر یک نمای کلی از سه تکنولوژی رایج جوشکاری نشان داده شده در بالا را ارائه می دهد.
نوع | توضیحات | نوع فرعی | محافظ | تحویل گرما | برنامه ها/ویژگی ها |
قوس | از منبع تغذیه برای ایجاد قوس الکتریکی بین الکترود و مواد پایه برای ذوب فلزات استفاده می کند | قوس فلزی محافظ (SMAW) | گاز شار و محافظ | الکترود مصرفی | آهن و فولاد؛ گاهی اوقات آلیاژهای Al، Ni و Cu |
قوس تنگستن گازی (GTAW، MIG) | گاز محافظ | الکترود تنگستن | ورق های نازک از فولادهای ضد زنگ یا فلزات غیر آهنی؛ تحمل های تنگ | ||
قوس فلزی گازی (GMAW) | گاز محافظ | الکترود تغذیه شده با تفنگ | آلومینیوم و فولاد؛ همه کاره و سریع | ||
قوس فرورفته (SAW) | پتو فلوکس | الکترود سیم تغذیه | آلیاژهای آهنی و پایه نیکل | ||
Electroslag (ESW) | شار | الکترود سیم تغذیه | مواد ضخیم؛ نرخ رسوب بالا؛ آسان برای خودکار | ||
گاز | از مخلوط استیلن و اکسیژن برای رسیدن به حرارت بالا استفاده می کند | اکسی سوخت | هیچ کدام | مشعل گازسوز | لوله و لوله؛ برنامه های کاربردی بدون دسترسی الکتریکی؛ ارزان قیمت |
مقاومت | با عبور جریان از سطوح فلزی گرما تولید می کند | - | هیچ کدام | دو الکترود مسی | همپوشانی ورق فلزی؛ آسان برای خودکار؛ بدون نیاز به پرکننده |
لحیم کاری
تجهیزات مورد استفاده در عملیات لحیم کاری معمولاً با روش گرمایش فرآیند طبقه بندی می شوند. برخلاف جوشکاری، همه لحیم کاری ها از مواد پرکننده ، غالباً مس/برنج، نقره یا آلومینیوم-سیلیکون برای اتصال دو پایه به یکدیگر استفاده می کنند.
لحیم کاری مشعل شامل گرم کردن و جاری شدن پرکننده با استفاده از شعله گاز در نزدیکی محل اتصال است. این نشان دهنده رایج ترین نوع لحیم کاری در استفاده فعلی است. برای جلوگیری از اکسید شدن نیاز به استفاده از شار محافظ دارد و ممکن است به صورت دستی، نیمه اتوماتیک (لحیم کاری ماشینی با استفاده از بارگیری دستی مواد مصرفی) یا کاملاً خودکار انجام شود.
لحیم کاری کوره یک فرآیند به راحتی خودکار است که از یک کوره برای تامین گرما استفاده می کند. این نوع ممکن است به صورت دسته ای یا پیوسته انجام شود. مفصل ممکن است توسط شار یا یک محیط جوی کاملاً کنترل شده محافظت شود.
لحیم کاری نقره از پرکننده مبتنی بر آلیاژ نقره برای اتصال اجزای فلزی سخت (مانند تیغه های اره) به ابزار استفاده می کند.
جوشکاری برنج یک فرآیند هیبریدی در دمای بالا است که از پرکننده برنجی یا برنزی با پوشش شار استفاده میکند. این شبیه به جوشکاری گاز است، زیرا شامل یک مشعل با سوخت استیلن برای دستیابی به دمای بالا است.
لحیم کاری القایی از گرمایش القایی برای ذوب یک ماده پرکننده استفاده می کند. بریزهای القایی رایج عبارتند از: نقره، نقره-مس، آلومینیوم و مس.
لحیم کاری
لحیم کاری اساساً لحیم کاری در دمای پایین است که با یک آهن لحیم کاری ، یک ابزار دستی با نوک فلزی گرم شده انجام می شود. آهن در نزدیکی آلیاژ پرکننده و قطعاتی که قرار است به هم متصل شوند قرار می گیرد تا در فرآیندی که به عنوان خیس شدن شناخته می شود، لحیم کاری را ذوب کرده و در محل اتصال جاری کند. لحیم کاری خود از لحاظ تاریخی بر پایه سرب بوده است و لحیم کاری های سرب قلع هنوز به طور گسترده مورد استفاده قرار می گیرند. با این حال، دستورالعمل های اخیر بدون سرب مانند RoHS علاقه به استفاده از قلع، مس، ایندیم، بیسموت، نقره و روی برای جایگزینی سرب در لحیم کاری را برانگیخته است. مانند لحیم کاری و جوشکاری، لحیم کاری معمولاً شامل استفاده از شار برای جلوگیری از اکسیداسیون است.
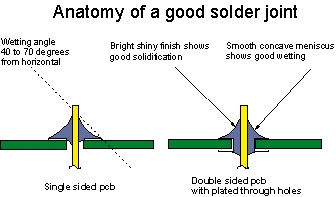
اتصال لحیم کاری شامل یک سرب از طریق سوراخ و یک PCB.
اتصالات ایجاد شده توسط لحیم کاری برگشت پذیر هستند، به این معنی که لحیم کاری استفاده شده را می توان از یک اتصال ذوب کرد و در صورت لزوم می توان اتصال را دوباره لحیم کرد. شار باقی می ماند اما به راحتی می توان با استفاده از ساینده ها یا مواد شیمیایی پاک کرد.
ویدئوی زیر یک نمای کلی از تجهیزات لحیم کاری ارائه می دهد. قسمت های 2 و 3 این مجموعه ویدیویی عالی، فرآیند لحیم کاری الکترونیک را پوشش می دهد.
استانداردها
استانداردهای جوشکاری، لحیم کاری و لحیم کاری ممکن است به اصطلاحات، تجهیزات یا عملیات مورد استفاده در این فرآیندها بپردازند. فهرستی از استانداردهای نمونه در زیر آمده است.
ISO 9692 -- جوشکاری و فرآیندهای وابسته ( سری )
AWS D1.1 -- کد جوشکاری سازه
AWS B2.2 - مشخصات روش لحیم کاری و صلاحیت عملکرد
AWS BRH -- کتابچه راهنمای لحیم کاری
AWS B2.3 - مشخصات روش لحیم کاری و صلاحیت عملکرد
منبع