
برشپلاسما و کاربرد آن
به روز رسانی شده در ۱۴۰۵/۳/۲۱ زمان مطالعه 10 دقیقهدر صنایع فلزی مدرن، برشپلاسما یکی از روشهای پیشرفته و دقیق برای جداسازی فلزات به شمار میرود. این روش، به ویژه در خطوط تولید صنعتی، تعمیرات سنگین و کارگاههای مهندسی، به دلیل دقت بالا و کیفیت برش تمیز، کاربرد دارد.
بر خلاف روشهای سنتی مانند برش با گاز، برشپلاسما از قوس الکتریکی و گازهای نجیب برای تولید حرارت متمرکز و برش سریع فلز استفاده میکند. این فرآیند باعث میشود که لبههای قطعات برشخورده بسیار دقیق و بدون نیاز به عملیات تکمیلی اضافی باشند. هدف این مقاله، ارائه راهنمای کاربردی و صنعتی برای مهندسان، مدیران فنی و تصمیمگیران صنعتی است تا بتوانند دانش کافی برای انتخاب تجهیزات و روش مناسب را داشته باشند.
اصول کار برشپلاسما
برشپلاسما یک فرآیند پیچیده و دقیق است که بر اساس یونیزه کردن گاز و ایجاد قوس الکتریکی انجام میشود. مراحل کلیدی عبارتاند از:
ایجاد قوس الکتریکی
یک گاز نجیب (مانند آرگون، نیتروژن یا هلیوم) به مجاورت نقطه برش هدایت میشود.
قوس الکتریکی گاز را یونیزه کرده و آن را به حالت پلاسما در میآورد.
این پلاسما دارای دمای بسیار بالا و انرژی متمرکز است و قابلیت ذوب سریع فلز را فراهم میکند.
برش و جدا شدن مذاب
برخورد یونهای پلاسما با فلز باعث ذوب شدن نقطه تماس میشود.
سرعت بالای یونها سبب میشود که فلز مذاب به طور خودکار از سطح جدا شود.
این فرآیند موجب ایجاد لبههای تمیز، دقیق و یکنواخت میشود.
توانایی برش انواع فلزات
فلزات رسانا، فولاد نرم، فولاد ضدزنگ (استنلس استیل)، آلومینیوم و دیگر فلزات فلزی قابل برش هستند.
در مورد فلزات غیر آهنی، عمق برش معمولاً حداکثر یک اینچ است.
کاربرد برشپلاسما
تولید قطعات دقیق ماشینآلات و تجهیزات صنعتی
ورود به بخش تجهیزات و کالای صنعتی
تعمیرات و ساخت سازههای فلزی پیچیده
برش فلزات در کارگاههای صنعتی با نیاز به لبههای تمیز و دقیق
ساخت و مونتاژ قطعات فولادی و آلومینیومی با ضخامت متوسط تا زیاد کاربرد دارد.
مزایا
دقت بسیار بالا: لبههای برش صاف و بدون نیاز به پرداخت ثانویه
قابلیت برش فلزات مختلف: از فولاد ضدزنگ تا آلومینیوم و فلزات رسانا
سرعت بالا: مناسب برای خطوط تولید صنعتی با حجم زیاد
ایجاد اتصالات محکم: برش دقیق موجب اتصال بهتر و کاهش مشکلات مونتاژ میشود
انعطاف در برش: امکان ایجاد برشهای زاویهدار و منحنی با تکنیک مناسب
نکات فنی
انتخاب نوع گاز: آرگون، هلیوم یا نیتروژن بسته به جنس و ضخامت فلز متفاوت است.
قدرت دستگاه و جریان پلاسما: تعیینکننده عمق برش و سرعت کار است.
زاویه و فاصله نازل: برای جلوگیری از آسیب به قطعه و افزایش دقت، زاویه هدایت مشعل اهمیت دارد.
فلزات غیر آهنی: محدودیت عمق برش (حداکثر یک اینچ) باید رعایت شود.
تهویه و ایمنی: پلاسما حرارت و جرقه زیادی تولید میکند؛ رعایت استانداردهای ایمنی حیاتی است.
جمعبندی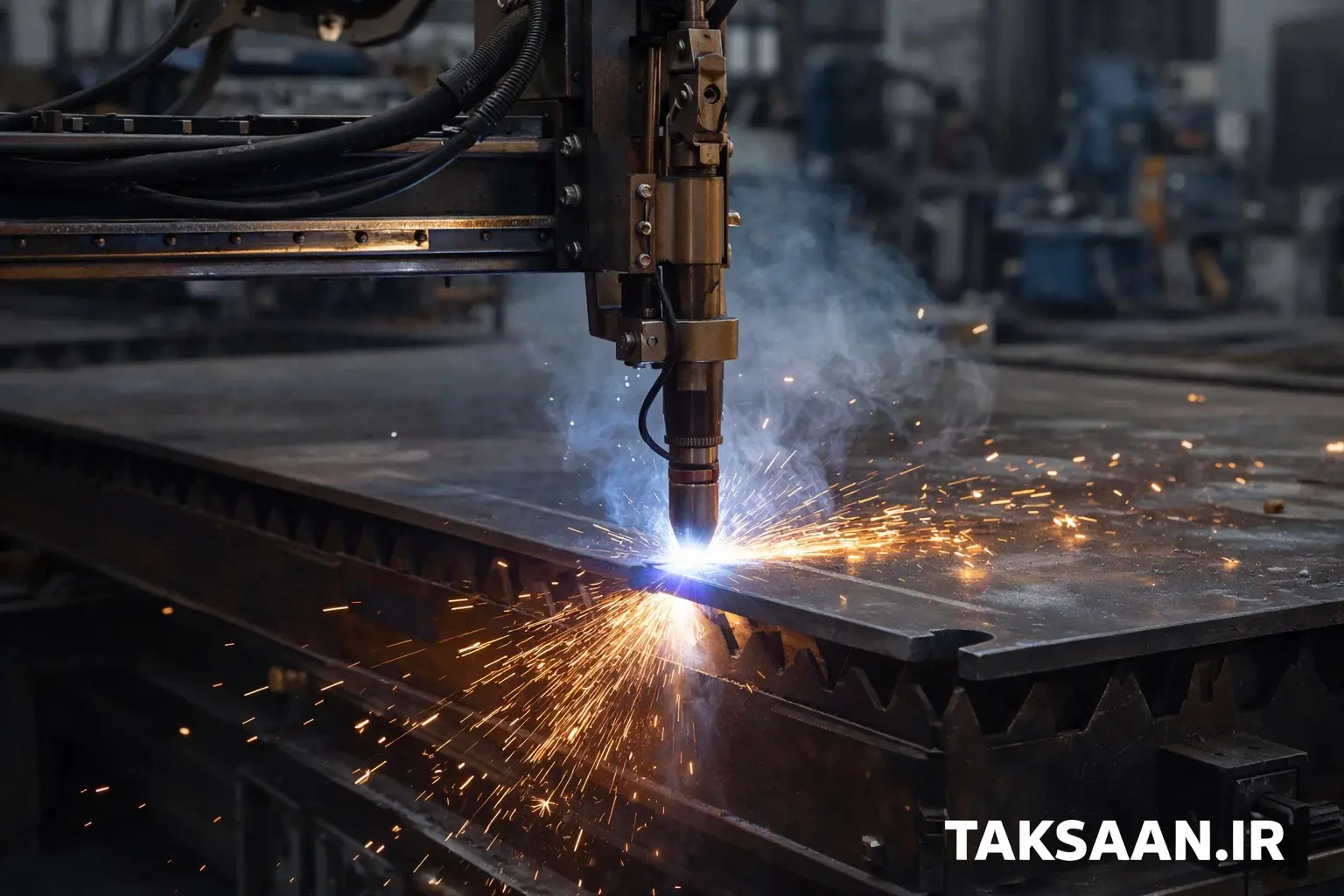
برش پلاسما، ابزار حیاتی برای صنایع فلزی و ماشینسازی است که نیاز به دقت بالا و کیفیت برش تمیز دارند.
برای مهندسان، مدیران فنی و تصمیمگیران صنعتی، شناخت اصول کار، نوع گاز، قدرت دستگاه و محدودیتهای فلزات مختلف ضروری است.
انتخاب صحیح روش و تجهیزات برش پلاسما باعث صرفهجویی در زمان، مواد و افزایش کیفیت محصول نهایی میشود.
از هوش مصنوعی تکصان سوال کنید. هر پرسش فنی و تخصصی.
سوالات متداول (FAQ)
۱. آیا پلاسما برای برش فلزات ضخیم مناسب است؟
بله، برای فولاد، استنلس استیل و آلومینیوم مناسب است، اما برای فلزات غیر آهنی ضخیمتر از یک اینچ محدودیت دارد.
۲. فاصله نازل تا فلز چه مقدار باید باشد؟
فاصله معمولاً بین ۱ تا ۵ میلیمتر بسته به نوع فلز و دستگاه تنظیم میشود.
۳. آیا امکان برش منحنی و زاویهدار وجود دارد؟
بله، با هدایت صحیح نازل و تنظیم جریان پلاسما امکانپذیر است.
۴. چه نکاتی ایمنی باید رعایت شود؟
استفاده از ماسک و محافظ صورت، تهویه مناسب، دوری از مواد قابل اشتعال و کنترل دمای محیط.
منبع: Welding & Cutting Journal