
آیرونینگ
اجزای قالبهای اتوکاری چیدمانی مشابه با فرآیند کشش سطحی و عمیق دارد با این تفاوت که لقی میان سنبه و ماتریس کمتر از ضخامت ورق در نظر گرفته میشود و بدیهیست که ضخامت بخش تحتانی قطعه (مثل بطری نوشابه) تغییری نخواهد کرد.
هدف اصلی این فرآیند کاهش ضخامت دیواره های قطعه کار است که با کم بودن لقی میان سنبه و ماتریس مقدور میشود.
آیرونینگ
به روز رسانی شده در ۱۴۰۴/۹/۲۸ زمان مطالعه 10 دقیقهاطلاعات کلی
روندانجام آیرونینگ
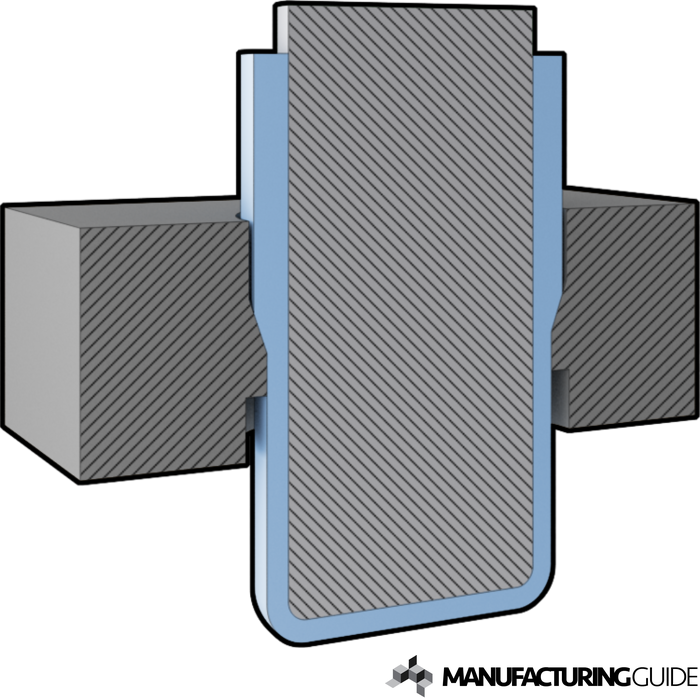
پس از آنکه یک کاپ که با کشیدن عمیق (از ورق فلز) یا اکستروژن ضربه ای (از فلز خالی) تولید می شود، می توان از این روش برای نازک تر و بلندتر کردن دیواره های آن استفاده کرد.
کاپ در یک پانچ متناسب با قالب ثابت می شود و توسط یک قالب با قطر کمی کوچکتر از قطر بیرونی فنجان فشرده می شود. این باعث می شود که دیواره های آن دچار تغییر شکل پلاستیکی شوند که ارتفاع دیوار را افزایش می دهد و مواد را نازک تر می کند. این فرآیند را می توان برای شکل دادن بیشتر به کاپ تکرار کرد تا لبه های نازک تر و دیواره های بلندتری داشته باشد تا فنجانی با ضخامت و قطر متفاوت ایجاد شود.
جهت کسب اطلاعات بیشتربه سایت Taksaan.ir مراجعه کنید.
این روش همچنین میتواند مستقیماً با کشیدن عمیق ترکیب شود، جایی که کاپ از طریق قالب کشش عمیق رانده میشود تا از یک یا چند شکل پردازش عبور کند.
منابع:
گردآوری ازاطلاعات موجوددراینترنت