
قالبهای کشش
به روز رسانی شده در ۱۴۰۵/۳/۱۷ زمان مطالعه 10 دقیقهاطلاعات کلی
قالب کشش یا سنبه ماتریس نوعی قالب است که از دو قطعه سنبه و ماتریس تشکیل شده و قطعه کار در بین این دو قطعه از قالب ایجاد می شود.
سنبه: از جنس فولاد تهیه می شود و بعد از سخت طی عملیات حرارتی آبکاری می شوند تا استحکام آن زیاد شود.
ماتریس: از جنس فولاد سخت تولید می شود و باید بین سنبه و ماتریس یک تلورانس معین باشد تا بتوان قطعه با ابعاد خواسته شده تولید کرد در غیر این صورت قطعه در داخل قالب کشیده شده و پاره می شود. سر ماتریس طبق قطعه کار ساخته می شود ولی مابقی آن گشادتر است که قطعه به راحتی از آن جدا شود.
فرایندکشش عمیق
در فرآیندهای کشش عمیق و سطحی، قطعه کار اولیه (ورق) به شکل فنجان کشیده خواهد شد که اگر عمق آن کمتر از کوچکترین ضلع بلنک چهارگوش یا قطر بلنک گرد باشد کشش سطحی یا Shallow Drawing و در غیر اینصورت کشش عمیق یا Deep Drawing نامیده میشود.
نکته: در فرآیندهای ورقکاری به قطعه کار یا ورق اولیه بلنک (Blank) گفته میشود که میتواند در شکلهای مختلفی بریده شده باشد (دایره ای، چهارگوش و …).
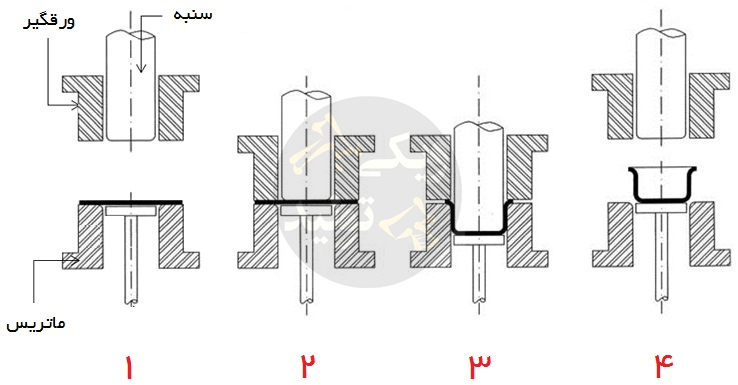
در قالبهای کشش عمیق و سطحی از اجزای مشترکی استفاده میشود که عبارتند از ماتریس (Die)، سنبه (Punch) و ورقگیر (Blank Holder) و عملکرد آنها به این شکل است که روی ماتریس حفره ای تعبیه شده و نهایتا بلنک با هدایت سنبه روی آن کشیده خواهد شد، در تصویر نحوه ی انجام فرآیند نمایش داده شده است:
برای درک بهتر کاربرد ورقگیر میتوانید آزمایشی ساده را انجام داده یا تجسم نمایید. برای اینکار یک مشمای نایلونی را روی حفره ای قرار داده و با انگشت به آن فشار وار نمایید، مشاهده خواهید کرد که نایلون همزمان با نفوذ در حفره بشدت چروک خواهد خورد.
حال اگر تمامی اطراف نایلون را مقید نمایید (کاری که ورقگیر انجام میدهد) بدون ایجاد چروک به داخل حفره کشیده خواهد شد.
بصورت کلی ورقگیر برای جلوگیری از جابجایی نامطلوب و چروکیدگی ورق مورد استفاده قرار میگیرد و در بیان علمی جریان فلز را کنترل میکند، لذا با افزایش نیروی ورقگیر چروکیدگی کاهش میابد اما جریان فلز محدود شده و احتمال پارگی ورق افزایش خواهد یاقت.
نکته: ممکن است در مواردی نیازی به استفاده از ورقگیر نباشد چرا که چروکیدگی با افزایش ضخامت کاهش یافته و گاها بدون استفاده از ورقگیر کشش سطحی در ورقهای ضخیم امکان پذیر میشود. (در چنین مواردی برای موقعیت دهی از پین استفاده میشود)
هر دو فرآیند کشش سطحی و عمیق از مکانیزم و عملکرد مشابهی استفاده میکنند با این تفاوت که در انواع عمیق برای جلوگیری از پارگی ورق ممکن است از چند مرحله کشش (بجای یک مرحله) استفاده شود که مراحل دوم و سوم و … آن بازکشش و قالبهایی که برای آنها استفاده میشود قالبهای بازکشش یا Redrawing Dies نامیده میشوند.
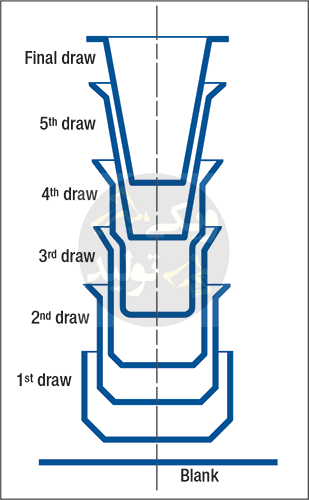
نرخ کشش بیانگر میزان تغییر شکل قطعه خام است و به نسبت قطر اولیه ی ورق (بلنک) به قطر سنبه گفته میشود. (میزان کاهش قطر با میزان کشش نسبت مستقیم دارد)
در هر مرحله از بازکشش نرخ کشش کمتری در دسترس قرار میگیرد بدینصورت که نرخ کشش (نسبت قطر اولیه ی بلنک به قطر سنبه) در مرحله ی اول بیشتر از مرحله ی دوم (نسبت قطر قطعه پس از مرحله ی اول به قطر سنبه) و در این مرحله بیشتر از مرحله ی سوم است (و الی آخر).
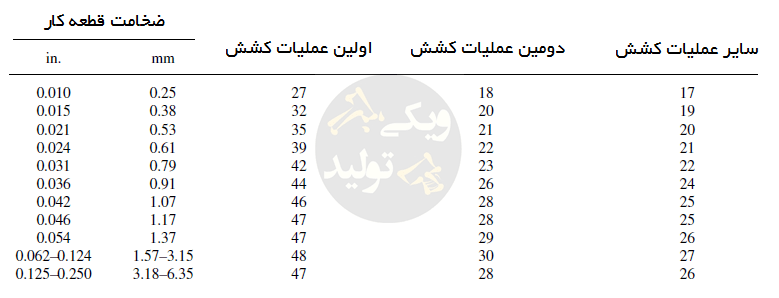
بصورت کلی درصد کشش در هر مرحله مقدار مشخصی دارد که وابسته به ضخامت قطعه کار است و ماکزیمم درصد مجاز کشش در جدول زیر نمایش داده شده است:
منابع:
https://wikitolid.ir